





| 砂型铸造种类 : | 化学硬化砂型 | 特种铸造种类 : | 消失模铸造 |
| 表面处理 : | 喷涂、镀锌 | 材质 : | 铸铁 |
| 成型工艺 : | 熔模铸造 | 公差 : | +-0.08 |
| 打样周期 : | 4-7天 | 加工周期 : | 4-7天 |



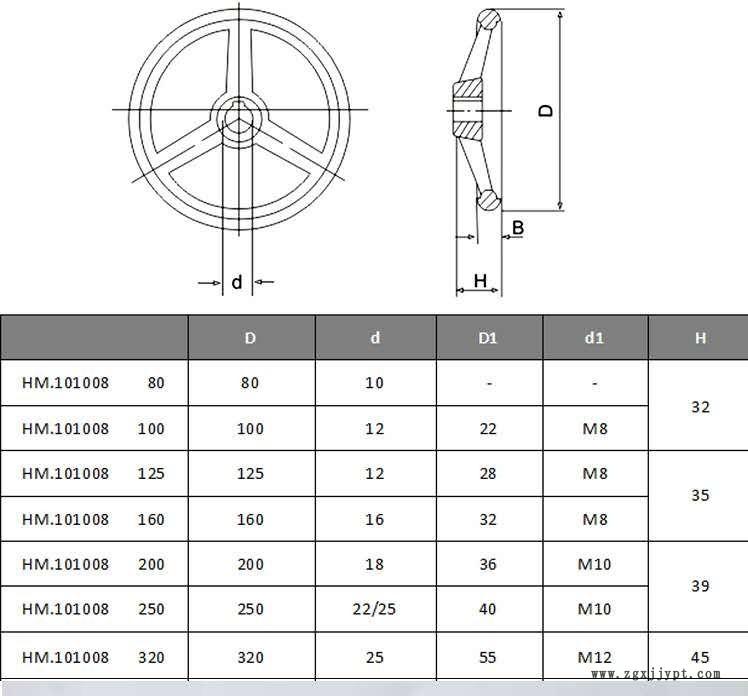
圆轮铸铁件质量对机械产品的性能有很大影响,我公司对于圆轮铸铁件的生产有着严格的要求:圆轮铸铁件生产工艺:各种铸件均采用树脂砂、消失模铸造。这种工艺使得铸件尺寸精度高,均匀一致,不扣箱,铸件无飞边、毛刺;表面光滑度接近精密铸造,内部结构稳定,排除或降了砂眼、气空等铸造缺陷,整个生产过程三级环保,没有污染;圆轮铸铁件的材质:为高强度铸铁HT250-300,抗拉力强,使用长;圆轮铸铁件的退火处理:铸件经过两次人工时效处理,去除内应力。铸件内部结构稳定,不易变形;圆轮铸铁件加工时进行整体加工,使其保证安装及使用精度。
铸铁熔炼及浇注铁水质量对铸件表面质量影响,主要表现在两个方面:是铁水中杂质的含量,特别是氧化铁含量,它极易在铸件表面产生夹渣或渣气孔;是铁水中气体含量,气体含量高易使铸件在表面或皮下产生气孔。
圆轮铸铁件由于多种因素影响,常常会出现气孔、针孔、夹渣、裂纹、凹坑等缺陷。常用的修补设备为氩弧焊机、电阻焊机、冷焊机等。对于质量与外观要求不高的铸件缺陷可以用氩弧焊机等发热量大、速度快的焊机来修补。

