

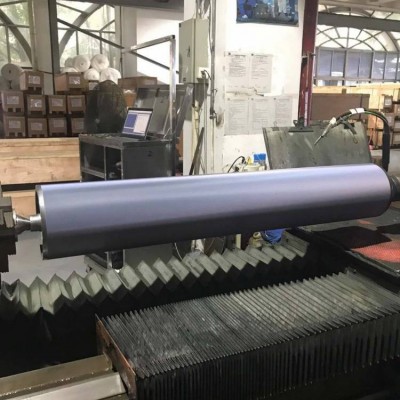
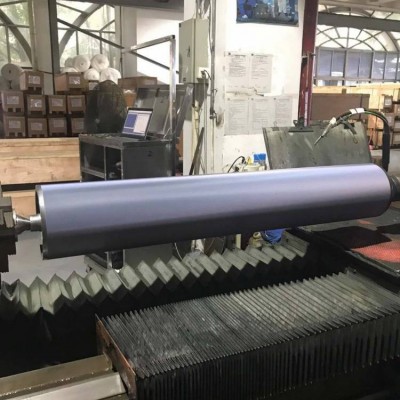


| 加工定制 : | 是 | 货号 : | E36 |
| 规格 : | 定制 | 材质 : | 碳素钢管 |
| 用途 : | 过光油过胶水 | 品牌 : | 乐楠 |
印刷器材网纹辊浙江印铁机网纹辊网纹辊清洗剂和水纹清洗剂 (5)附加通道形 它是四棱台网穴的该进型,即在沿垂直网纹辊轴方向,将相邻网穴之间雕刻出通道,以提高网穴内油墨的流动性,其传墨性能得到明显改善,网纹线数为250lpi~600lpi,适用于网目调印刷。 3)网纹辊在应用中的保养与维护 ①在安装或者卸载网纹辊时,一定要均匀用力,轻拿轻放,把网纹辊稳妥地安装到支承槽内或者从印刷机上卸下来。 ②在印刷过程中,要使刮墨刀同网纹辊以及胶辊同网纹辊之间的压力尽可能地小,以减少对网纹辊的磨损。 ③停机后,一定要使网纹辊跟胶辊离压,否则的话,网纹辊会由于长时间单方向受力而出现弯曲变形,从而造成网纹辊传墨不均。 ④每次印刷结束之后,一定要及时对网纹辊进行认真的清洗,防止油墨中的颜料颗粒干结在着墨孔中。 ⑤在储存过程中也防止表面被异物硌伤或者碰撞,此外还要将其放到专门的储存箱中,以防表面沾上油污、灰尘或者粉尘。 复习 (3)网穴的开口尺寸 a大和深度 h浅(锥角 a大),则容易 传递油墨;开口过小、深度大(锥角小)时,网穴的 传递油墨性能对油墨的粘度比较敏感。 (4)网穴的边角对传墨有阻碍作用,这种现象可称为“边角 效应”。四棱锥形网穴底部的边角效应 为强烈,约占 网穴的 1/3 高度的底部不能传递油墨。 (5)网纹辊在长期使用过程中,由于墨斗辊或刮墨刀的作 用将出现磨损。磨损使网穴的开口变小,深度变浅, 造成网纹辊传墨单元面积减小,总传墨量也相应减小。 2)磨损对网穴容积的影响 图 6-6磨损对网穴容积的影响 四棱锥网穴 锥角大的四棱台网穴 锥角小的四 棱台网穴 (1)四棱锥网穴:曲线1 当深度减少 △h/h0= 20 % 时,体积将减少 △v/v0= 49 . 25 % ; (2)四棱台网穴:曲线2 曲线3 比较曲线 1、2 可以看出:四棱台形网穴深度变化对体积的影响较小; 比较曲线 2 、 3 可以看出:对于四棱台形网穴,锥角较大时,深度变小引起的体积减少较为明显。 2、网纹辊线数对传墨性能的影响 网纹辊的线数与其容积有着直接的关系。对于一只容积为 3.2BCM/cm2的网纹辊,要求相对应的线数大约为500L/in ;如果要求线数为 1000L/in ,网穴则相对地要雕刻得很深;相反地,如果要求线数为 120L/in ,网穴则相对地要雕刻得很浅。 一般讲,网纹辊的供墨量随网线数的增加而降低,即网纹辊线数越高,传墨量越小。 1)在进行半色调或彩色印刷时,需要采用高线数的网纹辊。 这是因为,在印版的高光区,网点的尺寸很小,如果采用低线数的网纹辊,每个网穴的面积会大于印版上某些网点的面积,这样在印刷时,某些网点会正好与网纹辊的网穴相对,由于没有隔墙的支撑,网点浸人网穴中,不仅网点表面被着墨,网点的侧壁也着了墨。这样的网点在承印材料上着墨所产生的色调值比周围网点增大; 另外,由于柔性版油墨稀薄,粘度低,这种网点有时会与相邻网点粘连。 2)在进行半色调或彩色印刷时,网纹辊的网线数一般较高,保证网穴的开口面积小于印版上的网点的面积。 实践证明,要获得品质优良的印品,网纹辊的网线数应与印版加网线数保持一定的比例关系,即网纹辊的网线数一般应为印版加网线数的 4 倍左右。对于实地印刷,如果网纹辊的网线数过低,则供墨量太大,印版边缘因积墨而造成印品边缘重影;如果网线数过高,供墨量不足,实地密度不够而发花。 实际工作中,必须根据供墨量合理选择线数。 3、网穴排列角度对传墨性能的影响 网穴的排列方式多种多样,但一般选择 600 和 300 排列的六边形网穴和 450 排列的棱形网穴三种,分别见前图 6-3 所示。 1989 年美国首先推出 600 排列的正六边形网纹辊,今天已经成为行业标准。主要是因为 600排列的正六边形网穴有以下优点: ① 在这种排列方式中,网穴排列 紧凑,在给定的面积 上,网穴的数量比其他排列方式可多将近15%。因此在 相同面积的网纹辊表面上,可以雕刻更多的同等大小的网 穴,传输更多的油墨。 ② 在以激光雕刻 600 排列的正六边形网穴时,网穴间的多 余位置可以被限度地消除,在传递相同墨量的条件 下,网穴可以做得更浅,这利于油墨的传递。 ③ 600排列的正六边形网穴可以避免出现沟渠, 也就不会由此而造成墨痕。 ④ 对于网纹辊制造商来说, 600排列的正六边形 网穴更易于雕刻,易于保证标准形状和体积。 所以,制作各种网纹辊的稳定性会更高。 油墨从网穴中

