





| 是否有现货: | 否 | 认证: | ISO9001 |
| 工序组合类型: | 复合模 | 模具安装方式: | 移动式模具 |
| 产品类别: | 工业产品 | 成形方式: | 注射成型模 |
| 产品材料: | 塑料 | 型号: | 来图来样定制加工 |
| 规格: | 来图来样定制加工 | 商标: | 铭洋宇通 |
| 包装: | 定制木箱 | 原厂地: | 广东深圳 |
| 产量: | 100 |
手持终端精密双色模具注塑厂家介绍 铭洋宇通,专业设计与制造精密注塑模具,深耕于双色模具、叠层模具、模内金属嵌件模具、自动脱螺纹模具等领域,服务海内外客户十余年,不仅是模具制造商, 是客户信赖的模具方案提供商。
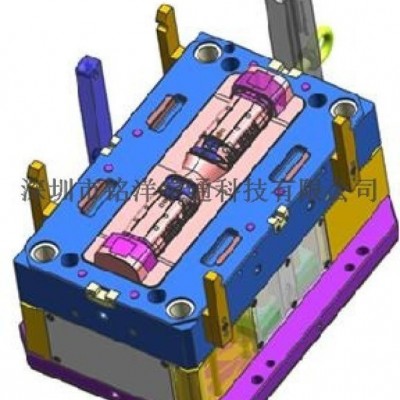
 手持终端精密双色模具注塑厂家性能特点 双色模具性能特点
手持终端精密双色模具注塑厂家性能特点 双色模具性能特点 使用两种不同类型的塑料,且两种塑料在产品上能够明显区分的塑料制品称为双色制品。安装在具有两套注塑装置的同一台注塑机上(即双色注塑机),按照先后顺序注入两种塑料并生成双色制品的模具称为双色模具。
1.母模的两个形状是不同的,分别成型1种产品,而公模的两个形状完全一样。
2.模具的前、后模以中心旋转180°后,必须吻合。设计时必须做这个检查动作,此点对模架定位加工要求较高。
3.前模面板加A板的总厚度不能少于170mm。请仔细查看这种型号的注塑机的其它参考数据,比如, 容模厚度、 容模厚度、KO孔距离等。
4.三板模的水口 能设计成可以自动脱模动作。特别要注意软胶水口的脱模动作是否可*。
5.在设计第二次注塑的母模时,为了避免二次母模插(或擦)伤第一次已经成型好的产品胶位,可以设计一部分避空。但是必须慎重考虑每一处封胶 位的强度,即:在注塑中,是否会有在大的注塑压力下,塑胶发生变形,导致第二次注塑可能会有批锋产生的可能
6.注塑时,第一次注塑成型的产品尺寸可以略大,以使它在第二次成型时能与另一个公模压得 紧,以达到封胶的作用。
7.注意在第二次注塑时,塑胶的流动是否会冲动第一次已经成型好的产品,使其胶位变形?如果有这个可能,一定要想办法改善。
8.在A、B板合模前,要注意前模滑块或斜顶是否会先复位而压坏产品?如此,必须想办法使在A、B板先合模,之后前模的滑块或斜顶才能复位。
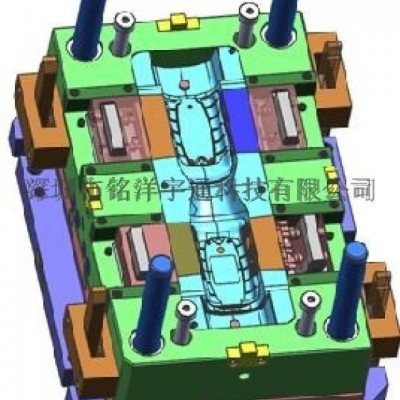
9.两母模和公模的运水布置尽量充分,并且均衡、一样。
10.99%的情况是先注塑产品的硬胶部分,再注塑产品的软胶部分。因为软胶易变形。
手持终端精密双色模具注塑厂家设备一览表 手持终端精密双色模具注塑厂家认证资质 手持终端精密双色模具注塑厂家采购须知

 手持终端精密双色模具注塑厂家认证资质
手持终端精密双色模具注塑厂家认证资质  手持终端精密双色模具注塑厂家采购须知
手持终端精密双色模具注塑厂家采购须知 铭洋宇通在精密牙模设计制造方面有丰富经验,为客户提供专业定制螺纹产品开模方案。
深圳是铭洋宇通科技有限公司,工厂规模不大,各部门紧密配合,模房和注塑部灵活协作,为客户提供专业高效的开模注塑一站式解决方案。
2019年, 铭洋宇通被评为国家高新技术企业,并通过SGS认证。持续精进,只为 地服务客户。
如果您有塑胶产品需要开模注塑,尤其是双色产品、塑胶包五金的产品、螺纹产品需定制加工,欢迎联系我们。
螺纹产品注塑开模:0755-27691164
看厂热线: 13632611848
3D来图评估报价:info@
联系我们时请告知是中国制造网看到的,谢谢!


