








| 产地 | 河北邢台 |
|---|---|
| 类型 | 其他运输机 |
| 适用领域 | 多种领域 |
| 用途 | 矿山 |
| 品牌 | 卓杰 |
| 型号 | 290.16 |
| 加工定制 | 是 |

邢台卓杰机械配件制造有限公司
联系人张先生:15076889819 微信同步
一.安装前注意事项
1.1 产品接收
1.1.1 检查外包装是否有损伤,产品包装标示是否符合要求,如有需与运输公司联系理赔,保存好须检验的受损产品。
1.1.2 在产品接受时,请检查附属文件是否完整,请依据《装箱单》中说列举的物品进行核对,如有缺漏,请马上与本公司联系。
1.1.3 防溢裙板有无破损断裂现象。
1.1.4 夹持器是否有破损,镀锌层是否完好。
1.1.5 零配件,螺栓,螺母,各类垫片的数量有无缺失,如发现有缺漏,请马上与本公司联系。
1.2 产品保管
1.2.1 未安装前请保管于干燥的环境中,避免锈蚀。
1.2.2 避免高温环境,各种射线及与化学试剂接触,防止防溢裙板的提早老化,影响使用寿命。
二. 产品的安装
2.1 工具准备
2.1.1 因定位滑槽需通过焊接定位,所以必须配备电焊机。
2.1.2 视情况需要还需配备气割工具。
2.1.3 确认必须使用的标准施工工具和量测工具应到位,如:扳手,钢板尺等。
2.2 现场安装
2.2.1 检查皮带是否平整,并已经张紧,导料槽区域托辊安装面平面度推荐值为±3mm/30M。
1.1.1 将防溢裙板放置于导料槽和皮带的夹角处(如图1.1),放置时请将主板和皮带保持一定的涨紧距离,务必将二道防护帘掀起,靠在皮带上,根据防溢裙板的高度,在防溢裙板的上方5-10mm处画一直线,以方便夹持器的定位安装。
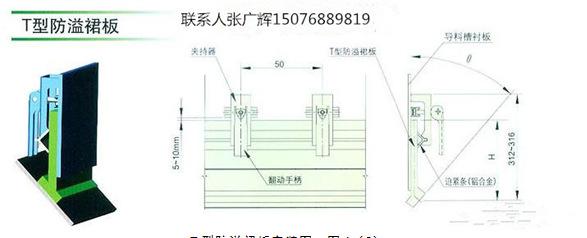
2.2.2 T型的安装同Y型
2.2.3 焊接定位滑槽,定位滑槽在防溢裙板上方5~10mm处,通常情况下每500mm焊接一定位滑槽(如图3),如遇特殊情况,可适当增加。(注:焊接定位滑槽时,先点焊定位,等确认位置可以时方可焊牢。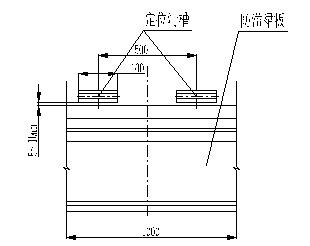
2.2.4 装配手柄和转轴(图4)。
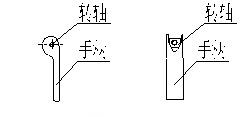
2.2.5 将紧固螺栓套入定位滑槽,然后将L型迫紧条和卡扣依图示的方法装配上,即卡扣通过L型迫紧条夹持住防溢裙板(图5)。

2.2.6 将手柄通过转轴与紧固螺栓连接上,然后锁紧,使手柄能够压紧卡扣,以此夹紧防溢裙板。(图6)

2.2.7 依以上方法,锁紧每一个紧固螺栓,即完成安装。
2.3 注意事项
2.3.1 请认真贯彻GJ/BYJ-AJC5-95《施工生产安全技术操作规程》及国家和市等有关安全文件,规范安全作业。
2.3.2 作业前确认工具和设备能正常使用和运行。
2.3.3 电焊和气割作业时必须佩戴防护镜,确认电焊机的接线安全。
2.3.4 如有气割操作,严格火源和电源使用制度,并对气瓶标识防火防爆的标志,杜绝不安全隐患。
2.3.5 安装所有工具,材料等妥善放置,防止伤人。
2.3.6 工作前有认真检查工具,设备和作业环境及各种安全措施,经确认无误后方可进行作业。
2.3.7 安装完成后,特别需检查是否有螺栓,焊条等异物留在皮带上,确认皮带上无异物后,先点动皮带机,停车,再一次检查导料槽是否有异物残留。
2.3.8 在安装过程中应尽量避免动火,使用各种射线及化学试剂防止对防溢裙板造成伤害,提前老化,如有气割操作,请将防溢裙板远离气割作业的现场,将气割作业和防溢裙板的安装作业时间错开。

