








| 产地 | 江苏 |
|---|---|
| 加工能力 | 强 |
| 主要加工设备 | 台湾双色注塑机 |
| 加工设备数量 | 15 |
| 加工贸易形式 | 生产 |
| QS证书 | 是 |




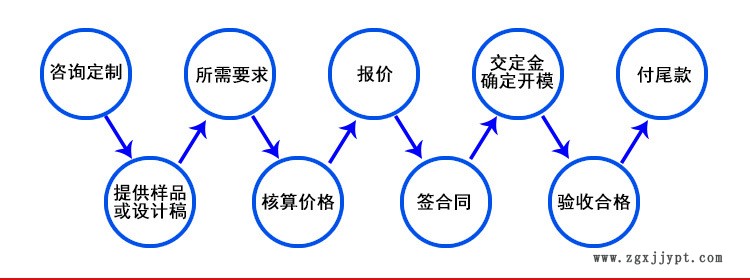
本公司所有产品,均为定制产品,我们专业为您提供所有的注塑加工。只要是您需要的,我们都可以给您设计出来,网站的参数、价格、规格,都是为了配合后台发布信息的规则,均作为参考,具体请您下单前联系我们。欢迎您拨打:13616289333马春良
主要承接:
塑胶模具加工;
塑胶制品生产加工、
塑胶模具设计、
塑胶模具制造、
精密塑胶模具加工、
汽车零部件注塑成型加工、
电子外壳塑胶模具加工、
精密塑料制品加工
提供汽车零部件产品的精密塑胶单、双料射出成型、组装加工及模具制造等。
公司产品涉及手机及电子产品塑胶外壳结构件、生活用品、家用电器、办公用品、电子通讯产品、汽车塑 胶配件、民用塑料制品等许多行业领域。
骏宝电子注塑加工的类型:
1、橡胶注塑:橡胶注塑成型是一种将胶料直接从机筒注入模型硫化的生产方法。橡胶注塑的优点是:虽属间歇操作,但成型周期短,生产效率高取消了胚料准备工序,劳动强度小,产品质量优异。
2、塑料注塑:塑料注塑是塑料制品的一种方法,将熔融的塑料利用压力注进塑料制品模具中,冷却成型得到想要各种塑料件。有专门用于进行注塑的机械注塑机。目前最常使用的塑料是聚苯乙烯。所得的形状往往就是最后成品,在安装或作为最终成品使用之前不再需要其他的加工。许多细部,诸如凸起部、肋、螺纹,都可以在注射模塑一步操作中成型出来。
骏宝电子注塑加工的影响因素有:
对高精度塑件及难以掌握收缩率时,一般宜用如下方法设计模具:
①对塑件外径取较小收缩率,内径取较大收缩率,以留有试模后修正的余地。
②试模确定浇注系统形式、尺寸及成型条件。
③要后处理的塑件经后处理确定尺寸变化情况(测量时必须在脱模后24小时以后。
④按实际收缩情况修正模具。
⑤再试模并可适当地改变工艺条件略微修正收缩值以满足塑件要求。
热塑性塑料流动性大小,一般可从分子量大小、熔融指数、阿基米德螺旋线流动长度、表现粘度及流动比(流程长度/塑件壁厚)等一系列指数进行分析。分子量小,分子量分布宽,分子结构规整性差,熔融指数高、螺流动长度长、表现粘度小,流动比大的则流动性就好,对同一品名的塑料必须检查其说明书判断其流动性是否适用于注塑成型。
按模具设计要求大致可将常用塑料的流动性分为三类:
①流动性好 PA、PE、PS、PP、CA、聚(4)甲基戍烯:
②流动性中等 聚苯乙烯系列树脂(如ABS、AS)、PMMA、POM、聚苯醚;
③流动性差 PC、硬PVC、聚苯醚、聚砜、聚芳砜、氟塑料。
各种塑料的流动性也因各成型因素而变,主要影响的因素有如下几点:
①温度料温高则流动性增大,但不同塑料也各有差异,PS(尤其耐冲击型及MFR值较高的)、PP、PA、PMMA、改性聚苯乙烯(如ABS、AS)、PC、CA等塑料的流动性随温度变化较大。对PE、POM、则温度增减对其流动性影响较小。所以前者在成型时宜调节温度来控制流动性。
②压力注塑压力增大则熔融料受剪切作用大,流动性也增大,特别是PE、POM较为敏感,所以成型时宜调节注塑压力来控制流动性。
③模具结构浇注系统的形式,尺寸,布置,冷却系统设计,熔融料流动阻力(如型面光洁度,料道截面厚度,型腔形状,排气系统)等因素都直接影响到熔融料在型腔内的实际流动性,凡促使熔融料降低温度,增加流动性阻力的则流动性就降低。模具设计时应根据所用塑料的流动性,选用合理的结构。成型时则也可控制料温,模温及注塑压力、注塑速度等因素来适当地调节填充情况以满足成型需要。
结晶性热塑性塑料按其冷凝时无出现结晶现象可划分为结晶型塑料与非结晶型(又称无定形)塑料两大类。所谓结晶现象即为塑料由熔融状态到冷凝时,分子由独立移动,完全处于无次序状态,变成分子停止自由运动,按略微固定的位置,并有一个使分子排列成为正规模型的倾向的一种现象。作为判别这两类塑料的外观标准可视塑料的厚壁塑件的透明性而定,一般结晶性料为不透明或半透明(如POM等),无定形料为透明(如PMMA等)。但也有例外情况,如聚(4)甲基戍烯为结晶型塑料却有高透明性,ABS为无定形料但却并不透明。
苏州骏宝电子有限公司
联系人:马春良
手机:13616289333
传真:0512-67088647
地址:江苏省苏州市吴中区甪直镇淞河路68号
公司主页:https://zymcl.

