




华仕达大讲堂:保温管设备减速箱的速比与产量的关系
在教师节即将到来的今天,青岛华仕达机器股份有限公司技术知识大讲堂正式开课啦!华仕达是一片技术知识的沃土,华仕达也是传道受业解惑理念的传承者。今后华仕达大讲堂将不定期介绍有关技术知识,也欢迎业内同行批评指正,提出意见建议,希望与业内同行一起教学相长、砥砺砌磋,携手前行。

今天要讲授的是“保温管设备减速箱的速比与产量的关系”,内容如下:
在保温管设备中,同一个机型的主机,其产量差别是很大的。例如华仕达的90型挤出机,每小时产量有200KG/H,500KG/H,1000KG/H。产量的差别,和配置的减速箱的速比有直接的关系;减速箱的速比选择与挤出机的长径比有密切的关系。
近20年来,挤出机速比的选配大约经历了3个阶段:
第一个阶段是减速箱的速比25:1或20:1,螺杆每分钟转速58转或72转,螺杆的长径比选配20:1或25:1,以90型挤出机为例,产量一般为150KG/H。
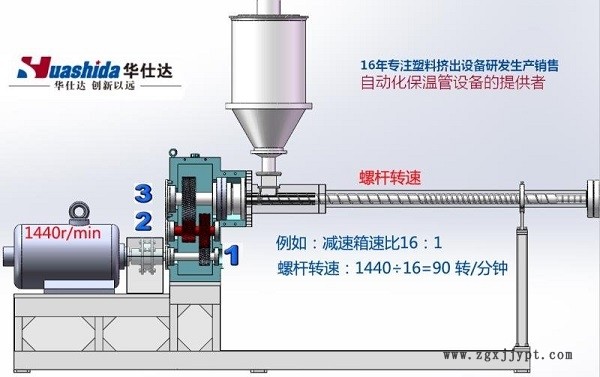
第二阶段是减速箱的速比18:1或16:1,螺杆每分钟转速80转或90转,螺杆的长径比选配30:1或33:1,以90型挤出机为例,产量是500KG/H。
第三阶段是减速箱的速比12:1或9:1,螺杆每分钟转速120转或150转,螺杆的长径比选配36:1或38:1,同样以90型挤出机为例,产量就能达到1000KG/H。
由此可见,挤出机螺杆的长径比越大,减速箱的速比越小,螺杆每分钟转速越快,产量就越高,同时磨损也更快。用户在选择挤出机时,一定要根据实际需要及使用的物料做合理正确的选配。

