


| 种类 | PE吹膜机 |
|---|---|
| 适用原料 | HDPE,lldpe,PE,LDPE |
| 产品别名 | 挤出机 |
| 产品用途 | 吹塑料薄膜 |
| 最大吹膜宽度 | 1500(mm) |
| 吹膜厚度 | 0.01-0.10(mm) |
| 螺杆直径 | 65*2/70*1(mm) |
| 螺杆长径比 | 28:1 |
| 螺杆转速 | 15-150(rpm) |
| 电动机功率 | 102(kw) |
| 生产能力 | 100(kg/h) |
| 机头膜口直径 | 65(mm) |
| 重量 | 4200(kg) |
| 售后服务 | 保修一年 |
| 品牌 | 云丰 |
| 型号 | YF-FET1500 |
一、吹膜机详细配置 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

二、吹膜机详细资料
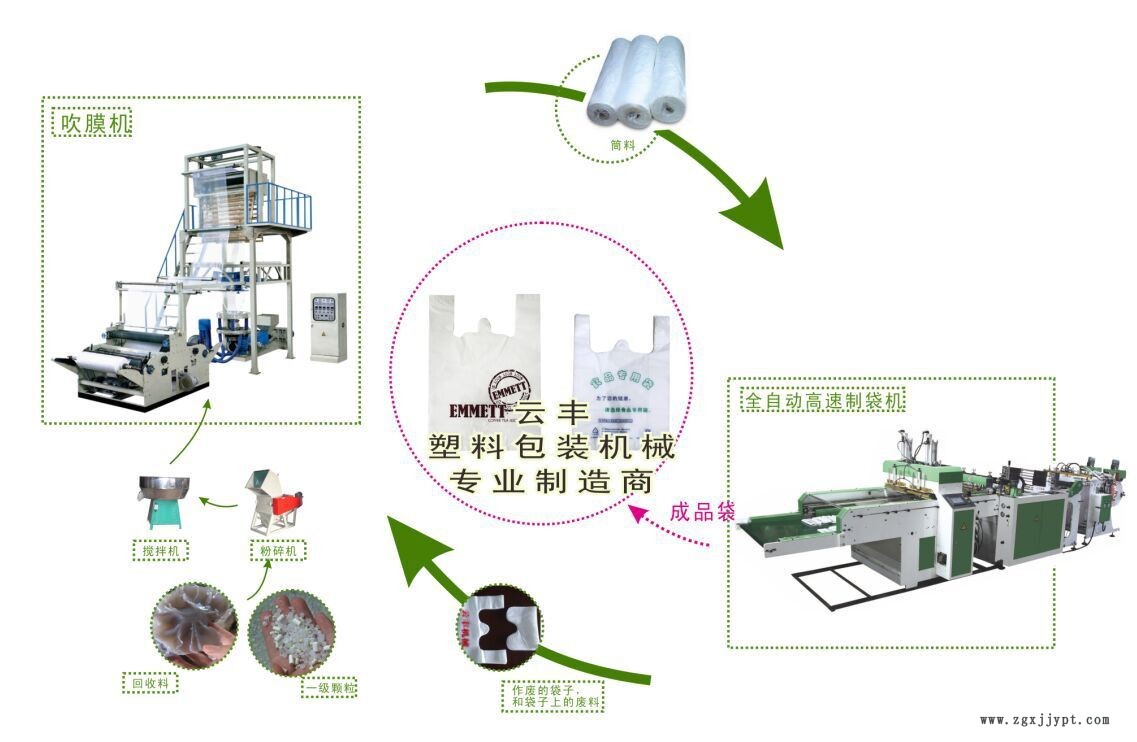
1、、流程原理:
将干燥的聚乙烯粒子加入下料斗中,靠粒子本身的重量从料斗进入螺杆,当粒料与螺纹斜棱接触后,旋转的斜棱面对塑料产生与斜棱面相垂直的推力,将塑料粒子向前推移,推移过程中,由于塑料与螺杆、塑料与机筒之间的摩擦以及粒子间的碰撞磨擦,同时还由于料筒外部加热而逐步溶化。熔融的塑料经机头过滤去杂质从模头模口出来,经风环冷却、吹胀经人字板,牵引辊,卷取将成品薄膜卷成筒。
2、、主要结构:
主要由挤出机、机头、模头、冷却装置、稳泡架、人字板、牵引辊、卷取装置等组成.
3、、挤出机:
挤出机主要由螺杆、机筒加料斗,减速及驱动电机组成,驱动电机采用电磁调速电机 (也可用变频普通电机),通过皮带传动带动减速器使螺杆在机筒中作旋转运动;使其料斗塑料颗粒在外部加热的情况下熔融的塑料经三通过滤从模头模口挤来
4、模头:
本机组选用先进的螺旋模头结构,根据高压、低压、混合料、再生料聚乙烯材料的特殊性,综合考虑,设计了螺旋角、退坡角、定型角长度、模口开度等主要技术参数,经多次对比试验进行选优定型,
5、冷却装置:
由冷却风环、风管,鼓风机等组成
6、牵引:
由牵引架、人字板、牵引辊、卷取机构及牵引电机等主要部件组成
7、用途:
(1)、虽然是回收的塑料袋但一般都是制袋过程中的废品袋和通常意义上的垃圾塑料还是有很大的区别的。
(2)、吹膜机生产的是膜适用于各种高档薄膜包装。这种膜由于其阻隔性好,保鲜,防湿,防霜冻,隔氧,耐油,可广泛用于轻重包装。如各种鲜果、肉食品、酱菜、鲜牛奶、液体饮料、医药用品等
8、性能:
检查牵引速度,控制薄膜厚度。 观察调整薄膜厚度的均匀,折径符合标准。 检查空气贮气缸压力,不能过高,但应有备用压力。 检查控制原料配比并混合均匀。 检查原料有无杂质,特别应及时用磁铁检查铁器混入。检查减速箱位和空压机气缸润滑油润滑情况。7. 定期检查各运转电机温升和机械传动情况。9、吹膜机保养-针对性维护项目
上料机系统:及时清理过滤器,检查负压上料系统有无漏气。
(1)挤出机系统:
a、观察压力仪表及主电机电流,及时清理换网器
b、检查齿轮箱、螺杆、主电机有无杂音及过热情况
c、检查变频器运行频率、电流、温升,按时清理电机、变频器灰尘。
d、校正热电偶测量与实际温度误差。
e、校正挤出机放置状况,调整槽轮保证挤出机放置角度及水平。
(2)、模头系统:
a、开机加温采取二次加温法,避免温度过冲。
b、开停机前使用纯铜刮刀清洁积料、石蜡清洗膜口、减少析出物对膜泡的影响。
c、停机后及时覆盖保护毡,避免模具损伤。(上吹机采用此法)
d、定时检查各温区以及膜口加热插件温度、电流,校正温差。
e、校正模头水平以及中心点与牵引匹配。
f、模具螺丝拆卸使用力矩扳手,按规定的力矩操作,高温部分螺丝使用二硫化钼润滑脂。
g、禁止对模具进行焊接、切削。
(3)风环维护:及时清理风环内杂物及积尘
(4)牵引装置维护:人字形折叠无污染,夹紧牵引(冷却)辊压力适宜,无冷凝水,展平辊运转灵活。
(5)电晕处理器维护:
a、定期清洁高压变压器、放电辊、放电架、电控箱、调整放电间隙;
b、开机前检查设备湿度,避免放电架短路,检查放电辊轴承运转温度情况,
c、及时更换硅胶管。
(6)电器维护
a、保障供电电源的稳定、可靠,性能参数合符要求,
b、保持适宜的温度、湿度,保持良好的接地,注意消除静电危险。
c、定期清除散热器灰尘。
d、禁止带点维修核心部件。
10、性能:
1、螺杆采用最先进的合金喷涂技术,经精密加工,硬度更高,耐腐蚀性能更佳,寿命长,是氮化处理螺杆寿命2~3倍;
2、螺杆长径比大,塑化能力强,温度分布均匀,自动温控,吹制的薄膜光亮均匀制品使用性能好;
3、整机结构紧凑,运转平稳,单臂架构,经济实用,牵引装置一体化并可自调升降;
4、采用先进的变频技术,高效节能;
5、卷曲形式多样,可任意选择;
6、可按用户需要配置旋转机头。
11、使用方法:
检查温度自控完好,加热电器完好,注意及时调节各点加热温度在指标范围之内。检查牵引速度,控制薄膜厚度。观察调整薄膜厚度的均匀,折径符合标准。检查空气贮气缸压力,不能过高,但应有备用压力。检查控制原料配比并混合均匀。检查原料有无杂质,特别应及时用磁铁检查铁器混入。检查减速箱位和空压机气缸润滑油润滑情况。定期检查各运转电机温升和机械传动情况。
12、注意事项:
1、操作机器时操作者不可以站立于正前方,以免出现意外伤及操作人员。进料时严防原料中带有金属杂质和操作小工具等损坏机器的硬物掉入机筒。操作旋转机器时禁止带手套,以防卷入受伤。
2、检查和加好减速箱、空压机内的润滑油,检查各机械传动部件的润滑情况。避免干涸操作损伤机器并发出噪音。
3、开机操作时必须先检查各路电源接线是否有断开、漏电;检查仪器是否损坏不正常。开机前先确保各个部件安全正常,以免影响生产和造成事故。
4、成膜条件范围内,提高成型温度,冷却风温度以及吹胀比;那么薄膜浊度增大,光泽度降低;反之提高。
5、模口出料均匀一致时,即可戴好手套缓慢提拉管坯,同时将管坯端头封闭,微开进气调节阀,使之从芯棒中心孔放入少量压缩空气,然后小心地引过稳泡架、人字板,并穿入牵引辊、导辊直至卷取(如要压花要经过压花辊)
6、吹胀管坯的压缩空气压力要适当,既不能使管坯破裂,又要保证膜管的对称稳定,相对地保证了质量的生产。
7、清理挤出机和模口时可以使用铜刀、棒或者压缩空气清理,但切忌损伤螺杆和螺杆光洁表面。
8、女同志工作,如果长发必须把头发扎起来,戴上工作帽。防止卷入出现危险
三、吹膜机细节图片
高速全自动制袋机:




