





| 厂家(产地) | 日本宝理 |
|---|---|
| 牌号 | 1140A1 |
| 用途级别 | 纤维 |
| 销售方式 | 品牌经销 |
| 类型 | 标准料 |


PPS/1140A1/日本宝理生产企业: 日本宝理①原料描述部分【查看报价】
| 其它 其它 其它 | 外观颜色||
| 特性:高韧性 | ||
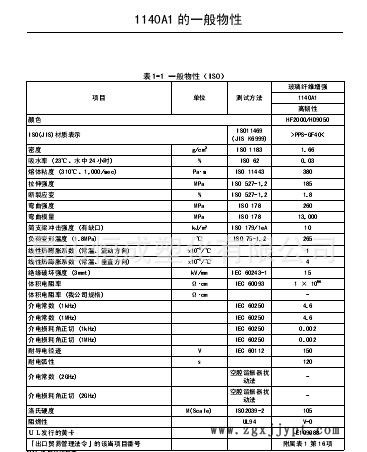
| 性能项目 | 试验条件[状态] | 测试方法 | 测试数据 | 数据单位 | ||
| 基本性能 | 密度 | ISO 1183 | 1.66 | g/cm3 | ||
| 吸水率 | 23℃、水中24小时 | ISO 62 | 0.01 | % | ||
| 熔体粘度 | 310℃、1000/sec | ISO 11443 | 380 | Pa·s | ||
| 物理性能 | 成型收缩率 | 流动方向 | 80℃×2mmt | 0.3 | % | |
| 垂直方向 | 80℃×2mmt | 0.7 | % | |||
| 阻燃性 | UL 94 | V-0 | ||||
| 机械性能 | 简支梁冲击强度(有缺口) | ISO 179/1eA | 10.0 | kJ/m2 | ||
| 弯曲模量 | ISO 178 | 13000 | MPa | |||
| 断裂应变 | ISO 527-1,2 | 1.8 | % | |||
| 拉伸强度 | ISO 527-1,2 | 185 | MPa | |||
| 弯曲强度 | ISO 178 | 260 | MPa | |||
| 电气性能 | 介电破坏强度 | 3mmt | IEC 60243-1 | 15 | kV/mm | |
| 耐导电径迹 | IEC 60112 | 150 | V | |||
| 介电击穿强度 | 1KHz | IEC 60250 | 0.002 | |||
| 体积电阻率 | IEC 60093 | 1×1016 | Ω·cm | |||
| 介电常数 | 1MHz | IEC 60250 | 4.6 | |||
| 介电击穿强度 | 1MHz | IEC 60250 | 0.002 | |||
| 表面电阻率 | IEC 60093 | 8×1016 | Ω | |||
| 介电常数 | 1KHz | IEC 60250 | 4.6 | |||
| 热性能 | 负荷变形温度 | 1.82MPa | ISO 75-1 | 265 | ℃ | |
| 线性热膨胀系数 (常温) | 流动方向 | ISO 11359-2 | 2 | ×10-5/℃ | ||
| 垂直方向 | - | 4 | ×10-5/℃ | |||
 2 特性
2 特性(1)pps塑胶原料的常用特性
pps为一种白色粉末,平均分子量为0.4-0.5万,密度为1.3-1.8克每立方厘米,pps有十分有意的热性能。用玻纤增强后的热性能指标更高,它的**高连续使用温度达400度,pps的热稳定性优良,加热至500度时重量损失不明显,至700度时才会完全降解,它的力学性能随温度的升高下降很少,在232度经5000h的热老化后,其抗弯强度和抗拉强度还能保持50%以上。pps的抗拉强度、抗弯强度等性能在工程塑料中属中等水平,而伸长率和冲击强度却很低,因此在受力构件中使用pps通常加入添加剂,如玻纤、碳纤、填料等来增强其力学性能,pps通过这种改性后,主要力学性能,如抗拉性能、抗弯性能、压缩和冲击强度均有大幅度提高,伸长率却有下降,改性后的pps能在长期负荷和热负荷的作用下保持高的力学性能和尺寸稳定性,因而可应用于温度高的受力环境中。
pps的介电常数很小,介电损耗相当低,表面电阻率和体积电阻率对频率、温度、湿度的变化不敏感,是优良的电绝缘材料,它的耐电狐时间也较长,pps的化学稳定性相当好,除了受强氧化酸,如浓硫酸**和王水的侵蚀外,它不受绝大多数酸碱盐的侵蚀,具有接近于PTFE的化学稳定性。在低于175度时不溶于任何已知的有机溶剂,pps与一般有机溶剂接触时不会出现塑件开裂现象。
pps由于分子链是由苯环和硫原子交替排列组成,本身具有阻燃作用,无须加入阻燃剂**可以达到UL-94-VO级水平。它的极限氧指数可达44%-53%,与pvc相近,是一种自熄性塑料,pps对紫外线、射线等也很稳定,在照射时不会表面发粘或分解的现象。
pps的主要不足是韧性较差,冲击强度较低,熔体粘度不够稳定等。
成型注意事项干燥处理:
由于PA6很容易吸收水分,因此加工前的干燥特别要注意,如果材料是用防水材料包装供应的,则容
器应保持密闭。如果湿度大于0.2%,建议在80℃以上的热空气中干燥16小时。如果材料已经在空气中暴
露超过8小时,建议进行温度为105℃,8小时以上的真空烘干。
融化温度:
230-280℃,对于增强品种为250-280℃。
模具温度:
80-90℃。模具温度很显著地影响结晶度,而结晶度又影响着塑件的机械特性。对于结构部件来说结晶
度很重要,因此建议模具温度为80-90℃。对于薄壁的、流程较长的塑件也建议施用较高的模具温度。增
大模具温度可以提高塑件的强度和刚度,但却降低了韧性。如果壁厚大于3mm,建议使用20-40℃的低温
模具。对于玻璃纤维增强材料模具温度应大于80℃。
注射压力:
一般在750-1250bar之间(取决于材料和产品设计)
注射速度:
高速(对增强材料要稍微降低)
流道和浇口:
对于PA6的凝固时间很短,因此浇口的位置非常重要。浇口孔径不要小于0.5*T(这里T为塑件的厚度)。
如果使用热流道,浇口尺寸应比使用常规流道小一些,因为热流道能够帮助阻止材料过早凝固。如果用潜入
式浇口,浇口的**小直径应当是0.75mm。
干燥工艺温度:100~105℃
时间:3hr
2、注塑成型工艺
1)模具温度:60-80℃
2)料筒温度:前段:220~260℃中段:290~310℃后段:300~320℃
喷嘴:290~300℃
3)注塑压力:60~70Mpa4)注塑速度:中速
5)注塑时间:根据制件的大小确定,以制件充满模具,且表面基本冷却定型为佳


