




| 厂家(产地) | 德国巴斯夫 |
|---|---|
| 类型 | 标准料 |
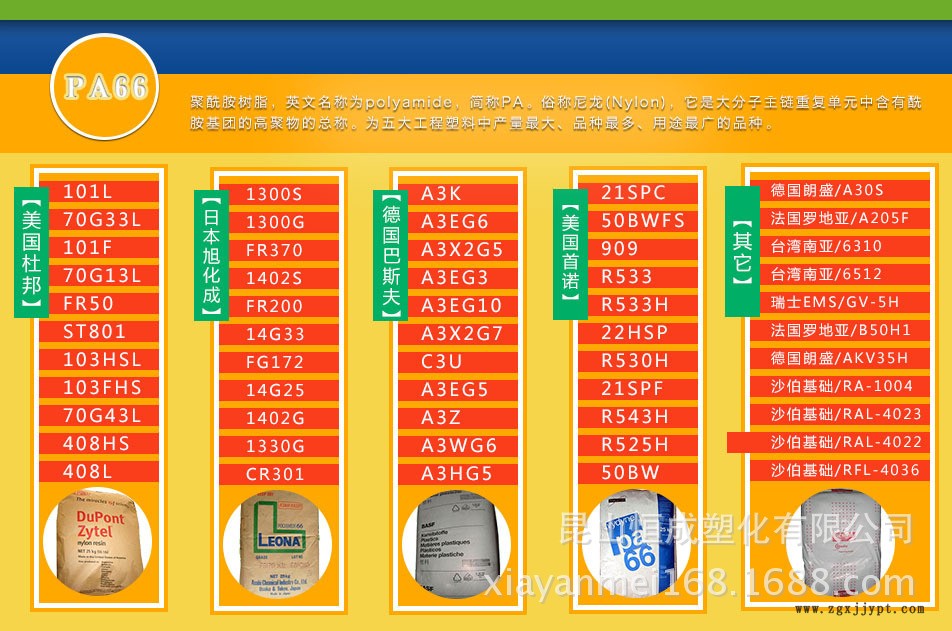
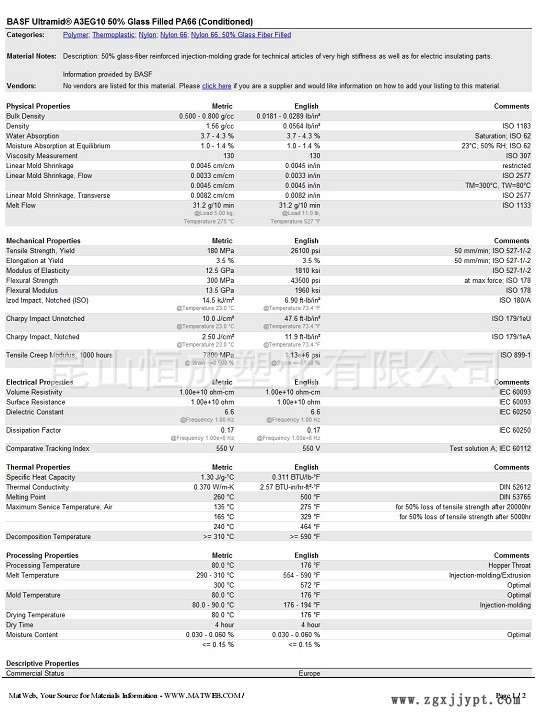
| 牌号 | A3EG10 |
| 销售方式 | 品牌经销 |
| 用途级别 | 增强级 |
| 产地/厂家 | 德国巴斯夫 |
| 加工级别 | 注塑级 |

| 性能项目 | 试验条件[状态] | 测试方法 | 测试数据 | 数据单位 | ||
| 物理性能 | 密度 | ISO 1183 | 1.55 | g/cm3 | ||
| 吸水率 | 23℃,50%相对湿度 | ISO 62 | 1-1.4 | % | ||
| 熔点 | ISO 3146 | 260 | ℃ | |||
| 熔体容积率 | ISO 1133 | 20 | cm3/10min | |||
| 机械性能 | 拉伸模量 | ISO 527-2 | 16800 | Mpa | ||
| 屈服应力 | ISO 527-2 | 230 | Mpa | |||
| 弯曲模量 | ISO 178 | 15000 | Mpa | |||
| Charpy缺口冲击强度 | ISO 179/1eA | 18 | KJ/m2 | |||
| Izod缺口冲击强度 | ISO 180/1A | 13 | KJ/m2 | |||
| 电气性能 | 介电常数 | 1MHz | IEC 60250 | 3.8 | ||
| 介电损耗 | 1MHz | IEC 60250 | 0.015 | |||
| 体积电阻率 | IEC 60093 | 1013Ω.M | ||||
| 表面电阻率 | IEC 60093 | 1012 | Ω | |||
| 热性能 | 阻燃性 | UL94 | HB | |||
| 热变形温度 | - | 1.8Mpa | ISO 75-2 | 250 | ℃ | |
| - | 0.45Mpa | ISO 75-2 | 250 | ℃ | ||
PA塑料(尼龙) | ||
英文名称:Polyamide | (聚酰胺) | |
比重:PA6-1.14克/立方厘米 PA66-1.15克/立方厘米 PA1010-1.05克/立方厘米 成型收缩率:PA6-0.8-2.5% PA66-1.5-2.2% 成型温度:220-300℃ 干燥条件:100-110℃ 12小时 | ||
物料性能 | 坚韧,耐磨,耐油,耐水,抗酶菌,但吸水大. | 适于制作一般机械零件,减磨耐磨零件,传动零件,以及化工,电器,仪表等零件 |
| 尼龙6弹性好,冲击强度高,吸水较大 |
|
| 尼龙66性能优于尼龙6,强度高,耐磨性好 |
|
| 尼龙610与尼龙66相似,但吸水小,刚度低 |
|
| 尼龙1010半透明,吸水小,耐寒性较好 |
|
成型性能 | 1.结晶料,熔点较高熔融温度范围窄,热稳定性差,料温超过300度、滞留时间超过30min即分解。较易吸湿,需干燥,含水量不得超过0.3%. | |
| 2.流动性好,易溢料。宜用自锁时喷嘴,并应加热。 | |
| 3.成型收缩范围及收缩率大,方向性明显,易发生缩孔、变形等。 | |
| 4.模温按塑件壁厚在20-90度范围内选取,注射压力按注射机类型、料温、塑件形状尺寸、模具浇注系统选定,成型周期按塑件壁厚选定。树脂粘度小时,注射、冷却时间应取长,并用白油作脱模剂。 | |
| 5.模具浇注系统的形式和尺寸,增大流道和浇口尺寸可减少缩水。 | |



