





| 品名 | PVC扩口管件注塑模具 |
|---|---|
| 规格 | 扩口 |
| 设备 | 数控铣、精雕机、线切割、钻床、磨床**、深孔钻、数控车床、普通车床等 |
| 钢材 | P20 3Cr13 4Cr13 718 2318 |
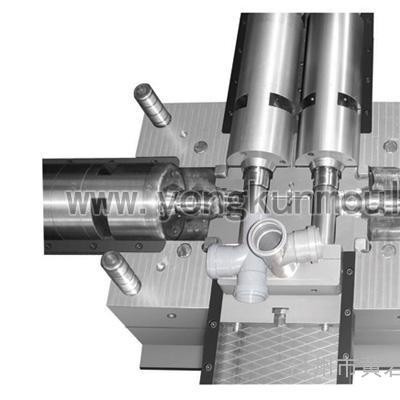
供应PVC扩口管件注塑模具加工/扩口管件注塑模具
模具特点:尺寸公差和收缩率上极好的精度控制,强化的冷却系统**的排气设施,抛光, 先进的模具设计,模具有**的抗冲击和耐磨性。
公司简介
台州市黄岩永坤塑料模具厂,地处闻名的模具之乡────浙江黄岩。专业生产各种公英制UPVC给排水管件模具及其他PP-R冷热水管件、雨水管、邮电管、消音螺旋管、塑胶球阀、阻燃电线管、扩口模隐井盖等系列模具。本公司拥有上百名从事模具工作二十多年、技术精湛、认真负责的**技工。
本公司遵守:“质量至上,追求**”的质量方针,把质量管理放在**位。本公司不断引进先进的设备,模具和模具的制造加工实现了CAD设计、数控铣加工、三坐标检测的三位一体化,保证了模具的质量。
我公司制造的模具特点是:精度高、寿命长、周期短、价格合理、交货及时、售后服务优良。产品用户遍及全国各地。

永坤模具热枕欢迎您的到来,我们愿意和您携手合作,共创美好明天。
模具保养
一、选择合适的成型设备,确定合理的工艺条件,若注塑机太小则满足不了要求,太大又是能源的浪费,并且又会因合模力调节不合适而损坏模具或模板,同时又使效率降低。选择注射机时,应按**注射量,拉杆有效距离,模板上模具安装尺寸,**模厚,最小模厚,模板行程,顶出方式,顶出行程,注射压力,合模力等各项进行核查,懑足要求后方可使用。工艺条件的合理确定也是正确使用模具的内容之一,锁模力太大,注射压力太高,注射的速率太快,模温过高等都会对模具使用寿命造成损害。
二、模具装上注射机后,要先进行空模运转。观察其各部位运行动作是否灵活,是否有 不正常现象,顶出行程,开启行程是否到位,合模时分型面是否吻合严密,压板螺丝是否拧紧等。
三、模具使用时,要保持正常温度,不可忽冷忽热,在正常温下工作,可延长模具使用寿命。
四、模具上的滑动部件,如导柱、回针、推杆、型芯等,要随时观察,定时检查,适时擦洗并加注润滑油脂,尤其在夏季温度较高时,每班**加两次油,以保证这些滑动件运动灵活,防止紧涩咬死。
五、每次锁模前,均应注意,型腔内是否清理干净,**不准留有残余制品,或其它任何异物,清理时严禁使用坚硬工具,以防碰伤型腔表面。
六、型腔表面有特殊要求的模具,表面粗糙度Ra小于或等于0.2μm,**不能用手抹或棉丝擦,应用压缩空气吹,或用**餐巾纸和**脱脂棉蘸上酒精轻轻地擦抹.
七、型腔表面要定期进行清洗,注射模具在成型过程中往往会分解出低分子化合物腐蚀模具型腔,使得光亮的型腔表面逐渐变得暗淡无光而降低制品质量,因此需要定期擦洗,擦洗可以使用醇类或酮类制剂擦洗后要及时吹干.
八、操作离开需临时停机时,应把模具闭合上,不让型腔和型芯暴露在外,以防意外损伤,停机时间预计超过24小时,要在型腔、型芯表面喷上防锈油或脱模剂,尤其在潮湿地区和雨季,时间再短也要做防锈处理。空气中的水汽会使模腔表面质量降低,制品表面质量下降。模具再次使用时,应将模具上的油去除,擦干净后才可使用,有镜面要求的清洗压缩空气吹干后再用热风吹干,否则会在成型时渗出而使制品出现缺陷。
九、临时停机后开机,打开模具后应检查滑块限位是否移动,未发现异常才能合模。总之,开机前一定要小心谨慎,不可粗心大意。
十、为延长冷却水道的使用寿命,在模具停用时,应立即用压缩空气将冷却水道内的水清除,用少量机油放入咀口部,再用压缩空气吹,使所有冷却管道有一层防锈油层。
十一、工作中认真检查各控制部件的工作状态,严防辅助系统发生异常,加热,控制系统的保养对热流道模具尤为重要。在每一个生产周期结束后,都应对棒式加热器,带式加热器,热电偶学用欧母进行测量,并与模具的技术说明资料相比较,以保证其功能的完好。与此同时,控制回路可能通过安装在回路内的电流表测试。抽芯用的液压缸中的油尽可能排空,油嘴密封,以免在储运过程中液压油外泄或污染周围的环境。
十二、在生产中听到模具发出异声或出现其它异常情况,应立即停机检查。模具维修人员对车间内正常运行的模具要进行巡回检查,发现有异常现象时,应及时处理。
十三、操作工在交接班时,除了交接生产,工艺紧要关记录外,对模具使用状况也要有详细的交待。
十四、当模具完成制品生产数量,要下机更换其它模具时,应将模具型腔内涂上防锈剂,将模具其附件送交模具保养员,并附**一件生产合格的制品作为样件一起送交保养员。此外,还应送交一份模具使用清单,详细填写该模具在什么机床上,从某年某月某日,共生产多少数量制品,现在模具是否良好。若模具有问题,要在使用单上填写该模具存在什么问题,提出修改和完善的具体要求,并交一件未处理的样品给保管员,留给模具工修模时参考。
十五、应设立模具库,设专人管理,并建立模具档案,有可能的话要对模具实行计算机管理。模具库应选择潮气小通风的地方,温度应保持在70%以下,若湿度超过70%,则模具很容易生锈,模具应上架存放,注意防腐蚀,防尘等。要标上需要修理或完成修理、保养的标识。
联系方式
李小姐
13606826958
电话: 0576-81106326
传真: 0576-81106325
QQ: 380184136
邮箱: pvc@yongkunmould.com
网址: www.yongkunmould.com
地址: 浙江省台州市黄岩区北城工业区金牛路2号
台州市黄岩永坤塑料模具厂





