













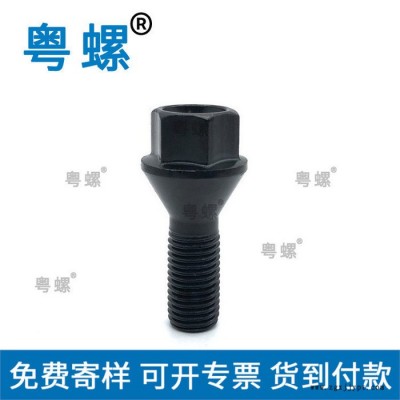








| 品牌* | 粤螺 |
|---|---|
| 型号* | M42 |
| 头型* | 伞头 |
| 加工定制* | 否 |
| 应用范围 | 机械工业用紧固件 |
| 表面处理 | 磷化 |
| 作用方式 | 手拧 |
| 产品规格 | M48 |
| 公称长度 | 81MM |
| 螺钉长度 | 86MM |
| 螺钉直径 | 84MM |
| 螺纹规格 | M12 |
| 强度等级 | 各种强度等级现货供应 |
| 发货地 | 江门 |
| 标准类型 | 欧标 |
| 材料等级 | 铜及铜合金 |
随着大型设备的生产批量化,标准化,精益生产的理念深入人心,提高装配阶段的效率变得越发重要,如今装配小型设备时基本普及电动工具配合螺栓自动供给装置,但只对应M3及更小的螺栓,而大型设备往往用的是M8或更大直径的螺栓紧固,还处在手动与气动工具结合的过程。其中向螺栓上预套装平、弹垫完全属于手动操作,当需要大批量紧固螺栓的时候,效率低下的缺点尤为明显,而且手动套装时平、弹垫容易洒落,还存在不同规格混装,少装、漏装等问题,影响加工质量。在目前的塑胶基体的用螺纹固定常见的是采用自攻螺钉、或者在注塑时加入铜嵌件。前者强度差,螺纹孔容易开裂;种加工成本高,注塑效率低下,增加了人工成本和制造成本,而且嵌件容易在塑胶上打滑开裂,铜嵌件的螺纹强度亦不及铁制螺母的高。
 将弹簧垫圈定位板2的四个定位孔12-5对准螺钉托盘1的四个定位柱4套入定位在 螺钉托盘1上,数个螺钉5螺杆分别依次穿过下定位板12-2的弹簧垫圈孔2-7、挡板12-3 的开口槽12-32、伸出上定位板12-1弹簧垫圈孔2-7内的弹簧垫圈7内圈,用手握住弹簧垫 圈定位板2挡板12-3的凸起把12-31,将挡板12-3从上定位板12-1和下定位板12-2中抽 出,数个弹簧垫圈7通过下定位板12-2上的弹簧垫圈孔2-7并沿着螺钉5螺杆落下,实现 了螺钉5螺杆穿入了弹簧垫圈7,如图10所示,之后取走弹簧垫圈定位板3,完成穿弹簧垫 圈的工序。目前,常用锁紧结构是开口销(下文称为开口销式调整螺母)或者将调整螺母上的薄片敲入转向节凹槽(下文称为薄片式调整螺母),这两种结构主要应用于单列轴承,勉强应用于轴承单元和轮毂轴承单元,前者结构繁琐,开口销易脱落;后者需要工人控制压入力,压力过大易导致调整螺母上的薄片结构碎裂,压力过小易使调整螺母失效,而且受轴向方向冲击。螺丝属于一种紧固件,其与螺孔相配合以用于将各种零件结合成一个组合件,并且使得零件容易组装或拆卸。然而当包含有螺丝的组合件用于特殊环境时,例如在室外使用或者液体环境中使用时**对螺丝锁合处有防止液体经由螺丝结合处泄漏以及防止螺丝松脱的要求,而普通的螺丝结构则不具有这样的功能。在现有技术中,针对螺丝有防漏以及放松的需要时,通常是在螺丝的螺头与被锁合件的锁合面之间加设橡胶垫圈,或者在螺丝的螺牙部上缠绕防漏胶带然后再在螺丝的螺头与被锁合件的锁合面之间加设防松垫圈,以此来达到防漏、防松的目的。然而,垫圈的使用不但会增加组合件的厚度以及重量,而且在组装时需要多一道工序,耗费工时,且在螺丝拧动的过程中,很容易由于螺丝的剪切应力对橡胶垫圈造成不确定的损伤与变形而发生漏水,而且在螺牙部缠绕防漏胶带的做法也往往容易对螺纹孔造成损坏。人们用螺丝刀等工具旋螺丝进入物体时,需一只手扶螺丝,另一只手持螺丝刀等工具,这给使用者带来些不便;尤其螺丝扶不正时,会误工、误时,影响工作效率。广东粤螺五金实业有限公司提供了一种螺丝定位销,由主体部件和插入部件组成,所述主体部件为圆形凸台结构,该圆形凸台结构的底部设有矩形凹槽,所述插入部件固定于所述主体部件上表面中部,该插入部件下部和主体部件接触段为圆台结构,该插入部件上部为圆柱状结构,该圆柱状结构的外表面设有螺纹;所述螺丝定位销,结构简单,设计巧妙,主体部件和插入部件的特殊结构设计,可在先加工过程中在凸模、凹模间进行定位,有效减小了凸模、凹模间加工过程中形成的间隙、固定牢固,适合大规模工业化生产的需要。
将弹簧垫圈定位板2的四个定位孔12-5对准螺钉托盘1的四个定位柱4套入定位在 螺钉托盘1上,数个螺钉5螺杆分别依次穿过下定位板12-2的弹簧垫圈孔2-7、挡板12-3 的开口槽12-32、伸出上定位板12-1弹簧垫圈孔2-7内的弹簧垫圈7内圈,用手握住弹簧垫 圈定位板2挡板12-3的凸起把12-31,将挡板12-3从上定位板12-1和下定位板12-2中抽 出,数个弹簧垫圈7通过下定位板12-2上的弹簧垫圈孔2-7并沿着螺钉5螺杆落下,实现 了螺钉5螺杆穿入了弹簧垫圈7,如图10所示,之后取走弹簧垫圈定位板3,完成穿弹簧垫 圈的工序。目前,常用锁紧结构是开口销(下文称为开口销式调整螺母)或者将调整螺母上的薄片敲入转向节凹槽(下文称为薄片式调整螺母),这两种结构主要应用于单列轴承,勉强应用于轴承单元和轮毂轴承单元,前者结构繁琐,开口销易脱落;后者需要工人控制压入力,压力过大易导致调整螺母上的薄片结构碎裂,压力过小易使调整螺母失效,而且受轴向方向冲击。螺丝属于一种紧固件,其与螺孔相配合以用于将各种零件结合成一个组合件,并且使得零件容易组装或拆卸。然而当包含有螺丝的组合件用于特殊环境时,例如在室外使用或者液体环境中使用时**对螺丝锁合处有防止液体经由螺丝结合处泄漏以及防止螺丝松脱的要求,而普通的螺丝结构则不具有这样的功能。在现有技术中,针对螺丝有防漏以及放松的需要时,通常是在螺丝的螺头与被锁合件的锁合面之间加设橡胶垫圈,或者在螺丝的螺牙部上缠绕防漏胶带然后再在螺丝的螺头与被锁合件的锁合面之间加设防松垫圈,以此来达到防漏、防松的目的。然而,垫圈的使用不但会增加组合件的厚度以及重量,而且在组装时需要多一道工序,耗费工时,且在螺丝拧动的过程中,很容易由于螺丝的剪切应力对橡胶垫圈造成不确定的损伤与变形而发生漏水,而且在螺牙部缠绕防漏胶带的做法也往往容易对螺纹孔造成损坏。人们用螺丝刀等工具旋螺丝进入物体时,需一只手扶螺丝,另一只手持螺丝刀等工具,这给使用者带来些不便;尤其螺丝扶不正时,会误工、误时,影响工作效率。广东粤螺五金实业有限公司提供了一种螺丝定位销,由主体部件和插入部件组成,所述主体部件为圆形凸台结构,该圆形凸台结构的底部设有矩形凹槽,所述插入部件固定于所述主体部件上表面中部,该插入部件下部和主体部件接触段为圆台结构,该插入部件上部为圆柱状结构,该圆柱状结构的外表面设有螺纹;所述螺丝定位销,结构简单,设计巧妙,主体部件和插入部件的特殊结构设计,可在先加工过程中在凸模、凹模间进行定位,有效减小了凸模、凹模间加工过程中形成的间隙、固定牢固,适合大规模工业化生产的需要。








