



















| 规格 | 日本旭化成 |
|---|---|
| 类型 | 标准料 |
| 牌号 | AG213 |
| 销售方式 | 品牌经销 |
| 用途级别 | 注塑级 |
| 厂家(产地) | 日本旭化成 |
| 加工级别 | 注塑级 |
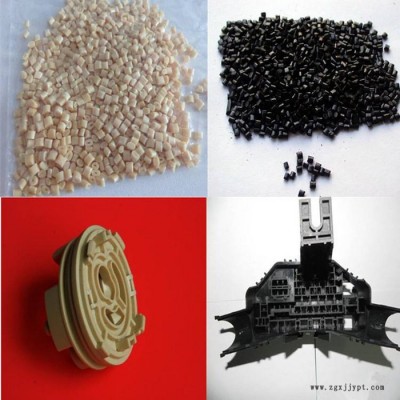
| 特性级别 | 增强级,耐水解,高流动,高抗冲,高滑动 |
| 规格级别 | 注塑 |
?PPO熔体的粘度大,因此加工时应提高温度,并适当提高注射压力,以提高充模能力。
PPO的回料可重复使用,一般重复使用3次,其性能没有明显降低。
对PPO熔体宜采用螺杆式注塑机成型,喷嘴采用直通式为佳,孔径为3-6mm
在PPO注塑成型时,宜采取高压、高速注射,保压及冷却时间不能太长。
模具的主流道宜采用较大的锥度或采用拉料钩,浇道以短粗为好。
浇口宜采用直接式、扇形或扁平形,采用针状浇口时直径应适当加大,对于长浇道可采用热流道结构。
PPO的成型收缩率较小,一般为0.2%一0.7%,因而制品尺寸稳定性能优良。
流动性差,为类似牛顿流体,粘度对温度比较敏感,制品厚度一般在0.8毫米以上。极易分解,分解时产生腐蚀气体。宜严格控制成型温度,模具应加热,浇注系统对料流阻力应小。
?聚苯醚的吸水率很低0.06%左右,但微量的水分会导致产品表面出现银丝等不光滑现象, 是作干燥处理,温度不可高出150度,否则颜色会变化。
聚苯醚的成型温度为280-330度,改性聚苯醚的成型温度为260-285度。 PPO塑胶原料注塑工艺熔料温度:270-290℃










