



















- 供货总量 : 不限
- 价格说明 : 议定
- 包装说明 : 不限
- 物流说明 : 货运及物流
- 交货说明 : 按订单
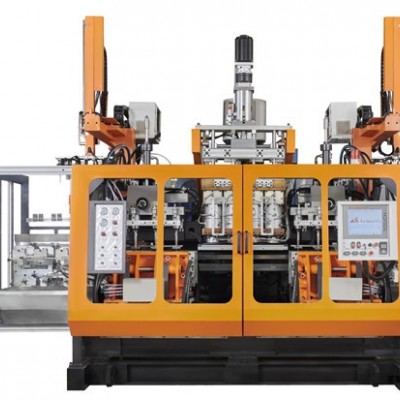
我们都是注吹是我们吹塑机吹塑方法的其中之一,今天我们请来我的技术小编著跟大家谈他们两者的优点与缺点各是什么,
我们了解这方面的知识对我们以后对机器性能与吹塑工艺也有都有帮助的。首先看一下缺点:
注吹工艺相对于挤出工艺主要可能通过以下3个缺点来看:
第—点: 注吹不适于多品种,小批量的产品使用。
第二点: 注吹模具零部件多,生产加工周期长,费用高。
第三点: 注吹工艺复杂,模具加工难度大,不易掌握。
吹塑机模具冷热循环特点
热/冷吹塑模具注塑技能对改进熔接痕的宽度和可见度有着活跃的影响。曾经在同一吹塑模具进步行了3种不一样资料的加工比照测验,成果显现,选用传统注塑技能加工而成的制品,吹塑机价格,其外表的熔接痕宽度大约在6~13微米之间,吹塑机,在热/冷吹塑模具上注塑得到的制品看不见熔接痕,并且检测不出其宽度。这个无穷的长处可省却上漆等二次加工工序,格外适用某些特别场合。
制品内残存的注塑内应力可导致部件翘曲,乃至缩短部件的运用寿命。传统注塑的部件存在的内应力很高。四氯l化碳归于一种已知的可导致塑料部件发生应力开裂的溶剂。选用热/冷循环吹塑模具加工的塑料部件内应力较低,pe吹塑机,运用这种溶剂也不会构成部件应力开裂,然后可省去部件运用前需进行的退火处置工序。想要了解更多,pc桶中空吹塑机,欢迎咨询广东乐善机械有限公司。
上移模挡块碰到挨近开关太迟
调整挨近开关方位
上移模慢速挨近开关不举措或已坏
调整方位或替换
下移模二段举措
下揿模慢速压力太大,有反冲击
调整下移模慢速压力 移模油缸节流阀开得太小
合模到位牵动器过早碰到行程开关
将牵动器调到恰当方位
合模压力缺乏
调整压力
有胀模表象
迫紧压力太小
调整压力
吹针头下移太多
调整下移量
液控单向阀或密封件老化有走漏
替换
迫紧时刻短
想要了解更多,欢迎来电咨询广东乐善机械公司
吹塑机-pc桶中空吹塑机-乐善公司(推荐商家)由广东乐善智能装备股份有限公司提供。广东乐善智能装备股份有限公司拥有很好的服务与产品,不断地受到新老用户及业内人士的肯定和信任。我们公司是商盟认证会员,点击页面的商盟客服图标,可以直接与我们客服人员对话,愿我们今后的合作愉快!")
")
")

")








,莱州徐氏塑料机械")

