



















- 供货总量 : 不限
- 价格说明 : 议定
- 包装说明 : 不限
- 物流说明 : 货运及物流
- 交货说明 : 按订单
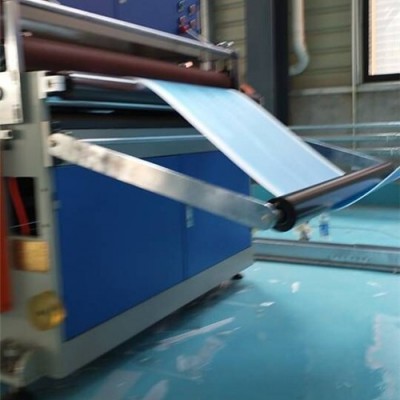
塑料挤出的主要准则介绍【塑料片材机】正海塑机为大家介绍塑料挤出的主要准则介绍:
为了使一台单螺杆挤出机润滑筒体进料区的固体颗粒运送量抵达蕞大,颗粒应当粘在筒体上并滑到螺杆上。假如颗粒粘在螺杆根部,没有什么东西能把它们拉下来;通道体积和固体的进口量就削减了。在根部粘附欠好的另一个因素是塑料也许会在此处热炼并发生凝胶和类似污染颗粒,塑料片材挤出机厂家,或许随输出速度的改变间歇粘附并中止。
大都塑料很天然地在根部滑动,由于它们进入时是冷的,并且冲突力还没有把根部加热到和筒壁相同热。一些资料比另一些资料更也许粘附:高度塑化PVC,非晶体PET,和某些终究运用中想要的有粘附特性的聚烯烃类共聚合物。
【塑料片材挤出机】正海塑机为大家介绍:
料筒头、喷嘴的安装
步骤1:用吊车吊平塑化组件,哪里有塑料片材挤出机,仔细擦干净。
步骤2:将塑化组件缓慢的推入料筒中,螺杆头朝外。
步骤3:将料筒头上穿螺钉的光孔与料筒上的螺孔对齐,止口对正,用铜棒轻敲,使配合平面贴紧。
步骤4:拧紧料筒头螺栓,装好料筒头螺栓。
步骤5:将喷嘴螺纹处均匀地涂上一层二硫化钼润滑脂或硅油。
步骤6:将喷嘴均匀地拧入料筒头的螺孔中,使接触表面贴紧。
将料筒头螺栓拧紧到合适的扭矩值,要等料筒、料筒头及其螺栓达到温度补偿的相同值。
【塑料片材挤出机】正海塑机为大家介绍:
一、设备上调整
1、将真空口压块换成大口径压块,也可以将此处的压块用石棉垫垫高些,有利于排气。
2、用双排模头比单排模头会好些,孔数增多后整体压力会稳定些。
二、从工艺上
1、挤出的整体温度可降低些,控在150-170度,前段稍高,后段稍低。
2、螺杆均化段,真空后面的部分,可用大导程或SK的元件来处理,增强排气和输送功能。
另外提醒各位客户朋友们注意:双螺杆造粒机每运转400h后应更换机油和润滑油一次,主电机若为直流电机时,杭州塑料片材挤出机,每月应检查电机碳刷一次,塑料片材挤出机报价,并做好记录,必要时要更换碳刷;电控柜应每月吹扫一次,每季度检查螺杆和机筒的磨损情况,并做好记录;一年检查一次齿轮箱的齿轮、轴承和油封情况;长时间停机时,应对机器进行防锈蚀和防污的处理。日常对双螺杆造粒机进行保养和维护有利于减少造粒机故障的出现,增加其使用寿命。
杭州塑料片材挤出机-塑料片材挤出机厂家-正海塑机(推荐商家)由金华市正海塑料机械有限公司提供。金华市正海塑料机械有限公司位于金华市金东区金港大道长堰路299号。在市场经济的浪潮中拼博和发展,目前正海塑机在吹膜机中享有良好的声誉。正海塑机取得全网商盟认证,标志着我们的服务和管理水平达到了一个新的高度。正海塑机全体员工愿与各界有识之士共同发展,共创美好未来。")






")

")



