



















- 供货总量 : 不限
- 价格说明 : 议定
- 包装说明 : 不限
- 物流说明 : 货运及物流
- 交货说明 : 按订单
机加工件毛刺清理与表面美化
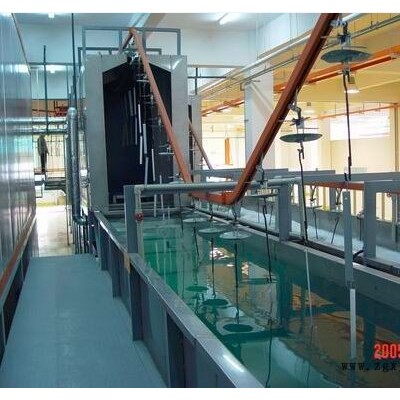
很多电泳涂装线一般没有磷化除渣装置,除渣时采用静置一段时间后用潜水泵倒槽来除渣,建议可以考虑增加一个高位槽沉降除渣或建双磷化槽。磷化的加温方式同脱脂,不建议直接用蒸汽或者烟道气对槽液进行加热,会导致磷化组分的析出产生额外的沉渣,影响槽液参数的稳定性。下线人员(下活)对已喷涂的工件(检验合格后)经冷却后轻拿轻放,分类放到相应位置,并按照要求进行有效的保护和包装作为记录。
机加工件毛刺清理与表面美化喷砂能清理工件表面的微小毛刺,在工件表面交界处打出很小的圆角,使工件美观精密。机械零件经喷砂后,能在零件表面产生均匀细微的凹凸面,使润滑油得到存储。 对于某些特殊用途工件,喷砂可随意实现不同的反光或亚光。
电泳工艺水洗经常更换的好处如下:
1)脱脂后水洗水的经常更换,会尽可能减少油污带入下道工序,尤其是减少带入电泳槽液中,进而导致出现缩孔问题;
2)电泳后水洗水的经常更换,会减少干漆迹和二次流痕的出现。更换频次建议每班一次(一班满负荷生产时)。个人建议在电泳下线时采用新鲜纯水洗喷淋水洗(或高压水喷淋纯水洗),会对电泳漆膜外观有很好的益处。
3)各道水洗槽建议开溢流槽或溢流孔,以方便表面脏污(浮油、灰等)流出。
常温或加热到45~55度后使用,将要处理的不锈钢件浸泡在清洗液中,静电粉末喷涂设备如何使用,处理5~30分钟或更长时间,处理温度和时间由氧化皮厚度、板材材质和处理要求而定,至氧化皮、锈完全清除干净,成银白色为止,然后用清水冲净。
磷化处理中使用的催化剂
促进剂——磷化处理中使用的催化剂。促进剂的主要作用——去极化,使得磷化液和工件间的反应更加容易进行。
磷化反应中产生的氢气被吸附在待磷化金属表面,从而阻止磷化膜结晶的形成,为加速磷化反应速度,缩短磷化处理时间,须滴加促进剂以去除氢气。
分解产生NO2,使氢气经氧化反应生成水。促进剂使金属表面调整到具备活性点均能提高磷化反应速度,能在较低温度下快速成膜。因此在低温快速磷化配方设计时一般遵循上述机理,选择强促进剂、高酸比、表面调整工序等。
佳木斯静电粉末喷涂设备如何使用发货「多图」由河南天之助涂装机械设备有限公司提供。河南天之助涂装机械设备有限公司拥有很好的服务与产品,不断地受到新老用户及业内人士的肯定和信任。我们公司是商盟认证会员,点击页面的商盟客服图标,可以直接与我们客服人员对话,愿我们今后的合作愉快!已很脏的抹布和溶剂仍旧使用,可去污但同时带回油污、脏物,采用这种方法应经常更换抹布和溶剂。同时本公司还是从事郑州电泳设备,河南电泳设备,全自动电泳设备的厂家,欢迎来电咨询。





-河南电泳生产线")


")
")
")
-铝合金电镀哪里好-佛山铝合金电镀")

