



















- 供货总量 : 不限
- 价格说明 : 议定
- 包装说明 : 不限
- 物流说明 : 货运及物流
- 交货说明 : 按订单
企业视频展播,请点击播放视频作者:青岛威尔塑料机械有限公司
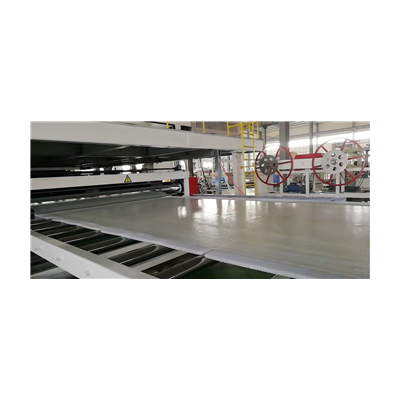
挤出流延薄膜以CPP挤出流延薄膜的生产工艺流程为例,使用耐寒级共聚CPP粒子作流延膜的原料,MFR
为6~9g/10min(例如:日本窒素工业公司的F8277就是耐寒级PP),挤出机挤出——T型口模流延——气刀——1#
冷却辊——2冷却辊——电晕处理——切废边——卷取。
挤出机螺杆直径65--150mm,L/D=32,普通渐变型螺杆。机筒温度:210℃、230℃、240℃、255℃、265℃共5段,连接器温度265℃,树脂温度230~237℃,T型 口 模 温 度( 共 2m 宽 )
均 为。 265℃
1#冷却辊使用自来水经冷却器热交换器冷却到0~-5℃后进入,cpp流延机厂家,
2#冷却器冷却水温为8~10℃。
T型口模使用螺栓人工调节流延膜厚度,应 当 指 出 的 是,
目前国内进口先进的流延膜生产线均采用R射线测厚仪(走查式)能 自 动测厚显示记录并反馈到T型口模上的热膨胀螺丝上,从而自动调控T型口模间隙,可以使流延膜厚度的平均误差在2%以内。人工调节螺丝调节,只能在10%
以内(1m宽度)。
气刀和气隙在挤出流延薄膜中有重要的作用,气刀是安装在T型口模下方的一条狭长的缝口,CPP流延机生产线,由此喷出压缩空气,使由T型口模流延出来的熔体薄膜能紧贴在1#冷却辊上,提高了冷却效果,且能使塑料薄膜表面平整度提高,减少流延膜二端产生的缩颈现象。
青岛威尔塑料机械有限公司的流延生产线,采用的挤出技术及的螺杆设计,确保多种配方的原料在料筒内运行时得到优良的塑化效果,在计量控制方面选用称重计量控制的先进技术,以便更好地控制挤出物料配方的性,并且通过部件的自动配合,以及在模具方面的合理设计,流延膜设备,从而更进一步控制出料的均匀性,设备在生产过程中采用了自动一体化的冷却结构,使物料温度得到有效地控制。
详细请电话咨询:赵奎华,可为您提供生产线的整套方案。
威尔塑料机械有限公司生产的流延膜设备生产的制品应用:
? 复合,印刷和软包装等。
? 宽度:3600 mm
?速度:200
主要特点:
? 我们根据不同的应用要求设计,具有优异的塑化质量和稳定性,制品透明度高。
? 具有高产量低能耗的特点。
? 特殊设计的成型系统,流延,确保薄膜成型稳定,均匀度好,制品柔软。
? 配置远程诊断功能,能够短时间满足客户的要求。
? 集中供料系统,输送、称重、搅拌、喂料集中控制。
CPP流延机生产线-流延-青岛威尔塑机由青岛威尔塑料机械有限公司提供。青岛威尔塑料机械有限公司是山东 青岛 ,压延机的见证者,多年来,公司贯彻执行科学管理、创新发展、诚实守信的方针,满足客户需求。在青岛威尔塑机领导携全体员工热情欢迎各界人士垂询洽谈,共创青岛威尔塑机更加美好的未来。



")
")
")
-cfrt带材蜂窝板生产设备-马鞍山cfrt")


