



















- 供货总量 : 不限
- 价格说明 : 议定
- 包装说明 : 不限
- 物流说明 : 货运及物流
- 交货说明 : 按订单
阴极电泳涂装新工艺技术
近年来为使CED涂装工艺更环保和降低涂装成本,开发并采用了以下节能减排,提高资源利用率的新工艺技术和新型CED涂料。
1)采用新开发的高泳透力CED涂料(四枚盒法测定泳透力60%)替代泳透力较低的(一般在45%以下)第二代CED涂料。不仅可达到车身电泳涂装膜厚标准,尚可使车身外表面膜厚平滑均匀,约能削减每台车身CED涂料耗量20%,降低电泳涂装成本10%左右。铝型材电泳白色工艺技术介绍自金属的装饰和防腐应用电泳技术以来,从汽车行业开始,此技术被引用到不同的行业和不同的材质领域,此项技术得到迅速的发展。
2)开发选用省能低沉降型CED涂料,实现非涂装时不搅拌。非涂装时可停止搅拌时间与设备条件和涂料类型、颜色有关,长的约可连续10d,短的也可连续1~3d停止搅拌,这样可节约搅拌能耗(85%左右)和维持费用,可不设备用电源,节省投资。
3)在电泳涂装线上活用热泵技术,替代调温用的制冷机组,并回收热能,产生的热水或热风,供需加热的工序用。其节能和削减CO2排放量的。
4)采用ED-RO装置再生电泳后清洗的循环纯水浸洗液(清洗水),浓缩液送往UF液浸洗槽,滤液(电导约为5μS)替代新鲜纯水。其效果可大幅度减少污水排放量和可削减新鲜纯水用量50%左右。综上所述,CED涂装工艺/设备的改进、发展、的空间还很大。为CED涂装更环保,进一步提高资源利用率,节能减排,降低涂装成本,提高产品的竞争力,笔者建议CED涂装工艺/设备设计人员练好基本功,纠正认识上的误区,对原设计应逐工序、逐台设备进行审核,精心计算设计和总结经验教训;电泳涂装的操作流程及注意事项涂装是表面制造工艺中的一个重要环节。按工况和被涂物的性状,活用相关技术,进行精益化设计。
铝型材电泳工艺所需设备
⑴电泳槽。铝型材电泳槽多设计为长方形矩形槽,基内部大小取决于装挂吊的尺寸,槽体用4~6mm,钢板内衬用聚或环氧玻璃钢,需设置溢流槽。
⑵电源。直流要求0~250A任意可调,电流大小根据50A/㎡计算,约2000A/槽。电源的波纹因素一定要小于6%,其值愈大,电泳涂膜产生孔隙的几率愈大。
⑶电极。在阳极电泳时,铝型材作为阳极,阴极板采用不锈钢板或铝板,阴极面积为工件总面积的1倍。板隔膜采用聚纤维布。
⑷热交换系统。可保证槽液温度稳定。
⑸预配槽及自动添加系统。预配槽可完成电泳槽液的配制,以保证达到正常参数;自动添加系统,可保证补充每槽铝型材所消耗的电泳漆的量,保证电泳槽固体份在工艺范围之内,涂装电泳生产线定制价格,以确保膜厚的均一。
⑹离子交换处理(IR)系统。铝型材 阳极电泳时,阴极pH值会不断增加,采用离子交换树脂系统可去除槽液中的杂质,阴、阳离子使槽液pH值稳定,若再加上反渗透装置(RO)则可实现闭路系统。
电泳生产线前处理的化学维护
为了使所设计的预处理系统达到所要求的质量,必须对槽液作仔细的化学控制和维护。必须建立起和控制好专门的运行参数的范围。需要控制的专门参数包括处理时间(线速度)、温度、化学浓度、pH、和总溶解固体等。
脱脂工序:在每工作班次的开始、中间和下班时检查槽液的化学浓度、温度和压力。如有必要就作调整。
水洗工序:每工作班次要对总溶解固体(TDS)和电导作三次检查。不允许TDS和pH值比原料水的这些值有太大的升高。调整溢流水量会帮助控制淋洗水的水质。如果有必要,必须作定期换槽和洗槽。
磷化工序:必须建立标准的膜重标准并作好常规的检测控制。在每班运行前和运行中必须建立合适的化学浓度、pH、和温度,以提供所希望的膜重。
钝化工序:就像自来水水洗一样,需要控制的是pH和电导。pH的控制标准在供货商的说明书中已经规定,电导值就需将钝化液的电导加上原水的电导。如同其它的水洗槽一样,钝化槽的参数每天要作三次。
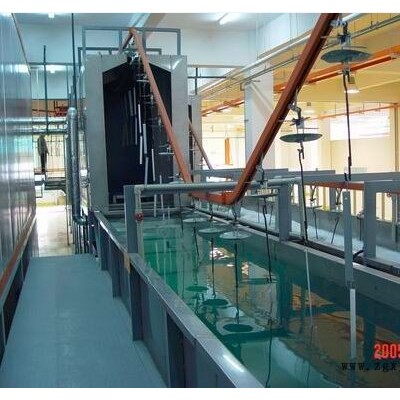
梧州涂装电泳生产线定制价格推荐由河南天之助涂装机械设备有限公司提供。“喷漆生产线,电泳生产线,喷涂生产线,涂装生产线,喷漆室”选择河南天之助涂装机械设备有限公司,公司位于:郑州市中原区须水小李庄工业区,多年来,天之助涂装坚持为客户提供好的服务,联系人:王经理。欢迎广大新老客户来电,来函,亲临指导,洽谈业务。天之助涂装期待成为您的长期合作伙伴!输送系统是涂装生产线的,目前前处理电泳段的工件输送以自行葫芦输送机为主,步进式节拍生产,也有采用悬挂输送机连续生产。同时本公司还是从事河南喷塑设备,郑州喷塑设备,静电喷塑设备的厂家,欢迎来电咨询。





-河南电泳生产线")


")
")
")
-铝合金电镀哪里好-佛山铝合金电镀")

