



















- 供货总量 : 不限
- 价格说明 : 议定
- 包装说明 : 不限
- 物流说明 : 货运及物流
- 交货说明 : 按订单
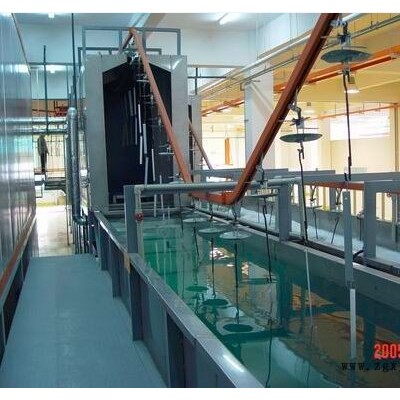
驾驶室涂装生产线设备
主要由前处理设备、电泳设备、底漆烘干设备、面漆喷漆烘干设备、输送系统和电控系统等组成,在平面布置上分为前处理电泳区、打磨中转区、面漆喷涂区三部分。
设计过程中有生产厂商反映打磨中转场地偏紧的问题,主要原因是该公司产品主要由热轧板及型材组成,工件表面缺陷较多。另外,涂装生产线一般要求同时考虑机罩等其他薄板件的涂装生产。
输送系统是涂装生产线的,目前前处理电泳段的工件输送以自行葫芦输送机为主,步进式节拍生产,也有采用悬挂输送机连续生产;电泳烘干室的输送一般采用地面方式,根据平面布置情况可以选用立式地面链、环形地面链、滑橇等方式。
面漆涂装线一般悬挂输送机输送,也可采用地面输送方式。5、机械运转中如有不正常情况或发生其他故障时,应立即切断电源,停车检修。前处理和电泳采用连续式生产线船形槽方式,氧化电泳设备,槽体容积较节拍式生产生产线明显增大,使得涂料投槽量和运行成本增大,投资和占地也相对较大,在满足生产纲领的前提下,采用节拍式生产方式更符合当前工程机械行业的实际情况。
前处理及电泳设备槽体部分相对简单,主要在配套设备方面存在较大差别,不同的配置方式对生产效率、产品质量、运行成本等方面影响较大。在每班运行前和运行中必须建立合适的化学浓度、pH、和温度,以提供所希望的膜重。目前工程机械驾驶室电泳涂装线上辅助设备基本完善,但在槽液管理、自动检测、设备维护等方面还需进一步加强,尤其是带锈工件前处理不对电泳底漆影响较大。
烘干设备应根据当地能源供应情况合理选择,目前主要以燃气、液化气、丙烷气等气体能源为主,应优先采用直接燃烧加热方式,提高能源利用率。
电泳涂装前处理工艺注意事项
电泳涂装前处理工艺与一般溶剂型涂料涂装和粉末涂装的前处理工艺比较,虽本质相同,可是基于电泳涂料是的水性涂料及其涂装过程中伴随着多种物理和电化学反应,在选用电泳涂装前处理工艺时应注意以下特征:
①被涂物应清洗得更干净、更,防止被涂物将杂质离子和污物带人电泳槽液中,影响槽液稳定和涂装质量。被涂物上不允许有油污、水溶性盐和不良导体的污物附着;前处理后一道纯水洗后的滴水电导应小于30jum/cm。
②在电泳涂装过程中被涂物表面产生剧烈的电化学反应,前处理后所得的转化膜应具有较强的抗化学性,也就是说要注意前处理转化膜与电泳涂料的配套性,也要注意转化膜的组成。
在电泳涂装前采用磷化处理工艺可明显地、较大幅度地提高电泳涂膜的附着力和耐腐蚀性;一般可选用铁盐或锌盐磷化,在阴极电泳涂装采用锌盐磷化处理场合,应选用耐碱性较好的、P比高的磷化膜。它与其他涂装方法相比较,具有下述特点:1)阴极电泳漆具有优异的抗腐蚀性能。在选择不当的场合,阴极电泳涂装的附着力和耐疤形腐蚀性不如未磷化处理的钢板上的附着力和耐疤形腐蚀性强。如选用高锌磷化药剂和磷化后不钝化处理的场合易造成磷化与阴极电泳不配套的恶果。
③电泳涂装前磷化处理膜应薄而均匀致密、无磷化沉渣或铁粉附着,为了被涂物表面导电的均匀性,磷化膜不宜厚,一般为薄膜磷化。
④阴极电泳涂装前的磷化处理膜应达到下表所列的质量基准。
CDE电泳涂装的原理:
1)被涂物表面附近由于水的电解作用导致pH升高;
2)涂料粒子失去电荷从溶液中析出并沉淀形成涂膜;
3)电泳涂装过程伴随电解、电泳、电沉积(凝聚)、电渗等物理化学作用。装酸的容器要放在空旷处,瓶盖不得盖得过紧,防止蒸发的气体聚积在容器内引起事故。CED涂装工艺及设备设计人员只有在弄清和熟知CED涂装原理,电解、电泳、电沉积(凝聚)、电渗等在涂装过程中的物理化学作用和下列相关技术(参数),才能灵活应用相关技术和打好精益设计的基础(基本功)。
1)电泳涂装的工艺参数(电泳条件):槽液温度、电泳电压、电泳时间、槽液特性(pH、电导率)及它们的相互关系;
2)槽液组成:固体分、灰分、MEQ值、库仑效率;
3)极距、电场强度、电泳的临界电压、工作电压、破坏电压;
4)电泳涂装时的电流、膜厚和湿漆膜电阻的变化及相互关系(见图2);
5)泳透力及影响泳透力的关键因素;
6)产生电泳漆膜弊病的原因及防治;如颗粒、缩孔、、再溶解、涂膜偏厚或偏薄、异常附着等,泳透力差、二次流痕、斑迹、外观不良、带电入槽阶梯、涂膜剥落等10多种电泳涂装独有弊病的病因及防治措施;
7)通电方式:带电入槽和入槽后通电(即工件全浸没后通电);带电出槽,不分段和分段电压供电;它们适用于何种工况;
8)电泳后清洗的功能及目的,如何防止再溶解,如何降低耗水量和减少污水排放量。如果涂装工艺/设备设计人员欠缺上述技术知识,除能翻版设计外,就谈不上灵活应用相关技术,做不到按工况和被涂物性状进行精益设计或有所,势必造成一定的生产隐患。
芜湖氧化电泳设备常用解决方案由河南天之助涂装机械设备有限公司提供。设计过程中有生产厂商反映打磨中转场地偏紧的问题,主要原因是该公司产品主要由热轧板及型材组成,工件表面缺陷较多。河南天之助涂装机械设备有限公司是河南 郑州 ,喷涂设备的见证者,多年来,公司贯彻执行科学管理、创新发展、诚实守信的方针,满足客户需求。在天之助涂装领导携全体员工热情欢迎各界人士垂询洽谈,共创天之助涂装更加美好的未来。同时本公司还是从事郑州电泳设备,河南电泳设备,全自动电泳设备的厂家,欢迎来电咨询。





-河南电泳生产线")


")
")
")
-铝合金电镀哪里好-佛山铝合金电镀")

