



















- 供货总量 : 不限
- 价格说明 : 议定
- 包装说明 : 不限
- 物流说明 : 货运及物流
- 交货说明 : 按订单
铝型材电泳白色工艺技术介绍
自金属的装饰和防腐应用电泳技术以来,从汽车行业开始,微型电泳设备的结构,此技术被引用到不同的行业和不同的材质领域,陕西微型电泳设备,此项技术得到迅速的发展。3)增加清洗段,不仅增长后清洗设备的长度和增加投资,还不符合节能减排和降低成本的需求。其中在铝型材行业,日本在20世纪60年开发出铝型材电泳技术,在铝行业得到大量的推广应用。我国自20年前引进该电泳设备及技术以来,经过20多年的发展,我国在建筑铝型材工业的分布已发展到每省及自治区都有生产线,电泳铝料得到大量的应用。同色及白色铝料也得到很大的发展。
但目前,白色电泳漆的应用主要用于铝材,而且使用的是阳极电泳漆,基本上是由国外进口,技术被国外公司垄断。而日本各汽车公司为在各国际市场上获得竞争能力,继美国之后,于1977年10月投建了一条汽车车身阴极电泳线至今,也有95%以上的汽车车身采用了阴极电泳涂装线。公司经多年的开发研究,开发出了的水性聚氨脂阴极电泳树脂,而且在此基础上开发出了白色聚氨脂阴极电泳漆,在国内阴极聚氨脂白色电泳卧式自动线,该生产线经过三个多月的试运行,设备运行正常,电泳槽液稳定,其稳定性能完全适应工业生产,且比传统的阳极白色电泳涂装在工艺,能耗,微型电泳设备厂家销售,环保方面都有很大优势。
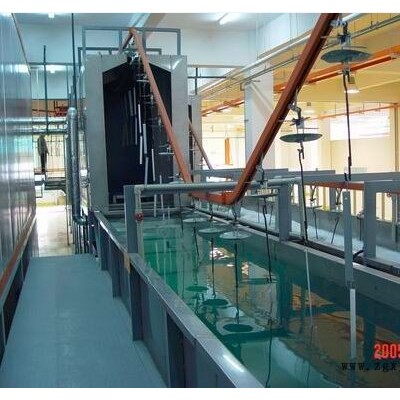
电泳涂装的设备
电泳涂装的设备是由电泳槽、搅拌装置、涂料过滤装置、温度调节装置、涂料管理装置、直流电源装置、电泳涂装后的水洗装置、超滤装置、烘烤装置、备用罐等组成。
电泳槽槽体的大小及形状需根据工件大小、形状和施工工艺确定。在保证一定的极间距离条件下,应尽可能设计小些。槽内装有过滤装置及温度调节装置,以保证漆液一定的温度和除去循环漆液中的杂质和气泡。
搅拌装置可使工作漆液保持均匀一致,多采用循环泵,漆液的循环一般每小时4~6次,当循环泵开动时,槽内漆液液面应均匀翻动。对结构复杂的有内腔的被涂件(如汽车车身)、各部位的膜厚各汽车公司都有基准。涂料管理装置的作用在于补充调整涂料成分,控制槽液的PH值,用隔膜电极除去中和剂和用超滤装置排除低分子量成分等。电泳电源的选择,一般采用直流电源。
整流设备可采用硅整流器或可控硅。阴极电泳涂装技术在汽车零部件(如车架、车轮、中小钣金件、减震器、雨刮器、车厢及金属部件等)涂装中也得到广泛应用,在其他工业涂装领域(如建材、轻工、农机、家用电器等金属件涂装领域)也得到普及和推广应用。电流的大小与涂料的性质、温度、工作面积、通电方式等有关,一般为30~50A/m2。水洗装置用于电泳涂装前后工件的冲洗,一般用去离子水,但需加压设备,常用的是一种带螺旋体的淋洗喷嘴。烘烤装置用来促进电泳涂料的干燥成膜,可采用电阻炉、感应电热炉和红外线烘烤设备。烘房设计要有预热、加热和后热三段,应根据涂料的品种和工件的情况制订。
增多电泳后清洗次数有负作用:
1)工件通过电泳后清洗设备的时间越长(即输送链速度越慢)和清洗次数越多,湿电泳涂膜被再溶解程度越严重;
2)按清洗原理,工艺控制每洗1次,稀释10倍。铝型材阳极电泳时,阴极pH值会不断增加,采用离子交换树脂系统可去除槽液中的杂质,阴、阳离子使槽液pH值稳定,若再加上反渗透装置(RO)则可实现闭路系统。电泳槽液的固体分(NV)19%,经0次和UF液1次喷洗,微型电泳设备厂家出售,NV降到2%左右,再经2次UF液浸洗和出槽喷洗,NV就可降到0.2%左右;可是新鲜UF液的NV一般≤0.5%,因此再增加UF液清洗次数,就成为无效作业。纯水浸洗液工艺控制电导为50μS以下(新鲜纯水和RO再生水的电导为10μS以下);
3)增加清洗段,不仅增长后清洗设备的长度和增加投资,还不符合节能减排和降低成本的需求。精益设计的目的就是要消除无效作业和功能。对电泳涂膜外观要求较低的或底面合一场合,电泳后清洗次数可相应减少,结构简单无空腔/缝隙的工件可选用喷洗方式。
陕西微型电泳设备-微型电泳设备厂家出售-天之助涂装由河南天之助涂装机械设备有限公司提供。1)采用新开发的高泳透力CED涂料(四枚盒法测定泳透力60%)替代泳透力较低的(一般在45%以下)第二代CED涂料。陕西微型电泳设备-微型电泳设备厂家出售-天之助涂装是河南天之助涂装机械设备有限公司今年新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:王经理。同时本公司还是从事河南喷塑设备,郑州喷塑设备,静电喷塑设备的厂家,欢迎来电咨询。





-河南电泳生产线")


")
")
")
-铝合金电镀哪里好-佛山铝合金电镀")

