



















- 供货总量 : 不限
- 价格说明 : 议定
- 包装说明 : 不限
- 物流说明 : 货运及物流
- 交货说明 : 按订单
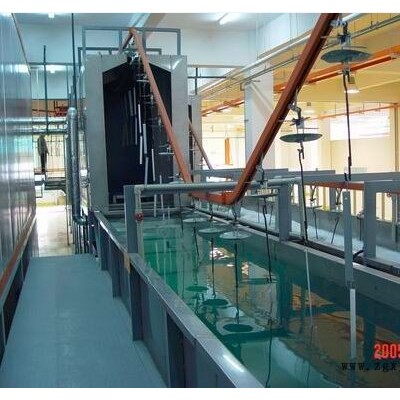
电泳涂装的设备
电泳涂装的设备是由电泳槽、搅拌装置、涂料过滤装置、温度调节装置、涂料管理装置、直流电源装置、电泳涂装后的水洗装置、超滤装置、烘烤装置、备用罐等组成。
电泳槽槽体的大小及形状需根据工件大小、形状和施工工艺确定。在保证一定的极间距离条件下,应尽可能设计小些。槽内装有过滤装置及温度调节装置,以保证漆液一定的温度和除去循环漆液中的杂质和气泡。
搅拌装置可使工作漆液保持均匀一致,多采用循环泵,漆液的循环一般每小时4~6次,当循环泵开动时,槽内漆液液面应均匀翻动。涂料管理装置的作用在于补充调整涂料成分,控制槽液的PH值,用隔膜电极除去中和剂和用超滤装置排除低分子量成分等。电泳电源的选择,一般采用直流电源。常见的有悬挂链输送,其负载能力、牵引能力都需要计算和干涉绘图。
整流设备可采用硅整流器或可控硅。电流的大小与涂料的性质、温度、工作面积、通电方式等有关,一般为30~50A/m2。水洗装置用于电泳涂装前后工件的冲洗,一般用去离子水,但需加压设备,常用的是一种带螺旋体的淋洗喷嘴。烘烤装置用来促进电泳涂料的干燥成膜,可采用电阻炉、感应电热炉和红外线烘烤设备。上千万辆汽车,除部分大客车和改装车的车身外,都采用阴极电泳涂底漆工艺。烘房设计要有预热、加热和后热三段,应根据涂料的品种和工件的情况制订。
阴极电泳涂装的应用
目前,世界汽车生产中有92%使用电泳涂料,其中有90%采用阴极电泳涂料。以福特和通用汽车公司为例,从1977年1月开始投建汽车车身阴极电泳涂装线至今,这两个公司的阴极电泳涂装线占汽车车身涂装线的99%;而日本各汽车公司为在各国际市场上获得竞争能力,继美国之后,于1977年10月投建了一条汽车车身阴极电泳线至今,也有95%以上的汽车车身采用了阴极电泳涂装线。电渗:电泳涂装过程中,漆膜沉积的初始阶段粒子(或离子)电荷不一定全部被中和、放电。我国汽车工业于2O世纪8O年代中期应用阴极电泳漆,如今第二汽车制造厂的东风汽车车身,大众的桑塔纳,还有奥迪、标致等轿车车身采用了阴极电泳漆,其他如汽车零部件、车箱、车架等,为提高这些薄板件的使用寿命,也纷纷采用了耐蚀性高的阴极电泳漆。
由于阴极电泳涂料有着优良的防腐蚀、渗透性和装饰性能,不但应用在汽车行业中,还广泛地应用在其他行业中。如在建筑材料中,防火门、钢窗等涂装耐候性好的双涂层的环氧树脂阴极电泳涂料,钢制家具和间壁材料使用树脂系阴极电泳涂料。但目前,白色电泳漆的应用主要用于铝材,而且使用的是阳极电泳漆,基本上是由国外进口,技术被国外公司垄断。在五金行业中,电泳锁具、金属眼镜架、自行车部件、文具、皮箱扣、打火机等用品,均取得了令人满意的效果。
电泳涂漆工安全操作规程
1.检查吊运设备,工具和吊挂用具是否有缺陷或损坏。
2.向酸洗槽倒酸时,必须使用工具,并要戴口罩和橡皮手套,以免灼伤。除操作者外,其他人必须远离酸槽约一米左右。
3.装酸的容器要放在空旷处,瓶盖不得盖得过紧,防止蒸发的气体聚积在容器内引起事故。
4.配酸后,应将装酸容器盖好,防止水进入酸中发生危险。
5.酸槽溶液深度不能超过槽深的3/4,以免酸液溢出灼伤皮肤。
6.酸液的温度不宜太高,盐酸不许高于35℃,彩色电泳生产线,硫酸温度不许高于65℃,防止分解出有害蒸气。
7.悬链运行前,应对拉紧装置进行调整,检查回转线上是否有障碍物,运转是否正常。电泳过程中自来水不得进入泳池内。如遇停电,应立即将悬链停车。
8.电热烘道各段温度应严格按规定值调节,发现温度异常及烘道烟气外冒,应停止工作,请电工检查。
9.采用煤气烘干,应先检查各阀门是否关闭紧固。点火前将炉内余气吹净,打开冷却水管。点火时先点燃引火棒,再开煤气引燃烧嘴,然后调节空气阀和煤气阀使之充分燃烧。关炉操作与开炉顺序相反。关炉后10~20分钟再关闭风机和冷却水管。
10.工作中禁止攀登或站在酸槽的边缘上进行工作。
11.发现火警时,应立即报告并采取补救措施。
12.工作完毕后,断开电源,关闭气门,做好清洁。
滁州彩色电泳生产线欢迎来电「在线咨询」由河南天之助涂装机械设备有限公司提供。“喷漆生产线,电泳生产线,喷涂生产线,涂装生产线,喷漆室”选择河南天之助涂装机械设备有限公司,公司位于:郑州市中原区须水小李庄工业区,多年来,天之助涂装坚持为客户提供好的服务,联系人:王经理。3)增强入槽部位的液流,车身与液流是对向,有利于消除入槽口液面的泡沫和工件表面附着的气体4)输送应平稳,消除脉动(尤其在慢速的场合)。欢迎广大新老客户来电,来函,亲临指导,洽谈业务。天之助涂装期待成为您的长期合作伙伴!同时本公司还是从事郑州电泳设备,河南电泳设备,全自动电泳设备的厂家,欢迎来电咨询。





-河南电泳生产线")


")
")
")
-铝合金电镀哪里好-佛山铝合金电镀")

