



















- 供货总量 : 不限
- 价格说明 : 议定
- 包装说明 : 不限
- 物流说明 : 货运及物流
- 交货说明 : 按订单
CDE电泳涂装的原理:
1)被涂物表面附近由于水的电解作用导致pH升高;
2)涂料粒子失去电荷从溶液中析出并沉淀形成涂膜;
3)电泳涂装过程伴随电解、电泳、电沉积(凝聚)、电渗等物理化学作用。前处理和电泳采用连续式生产线船形槽方式,槽体容积较节拍式生产生产线明显增大,使得涂料投槽量和运行成本增大,投资和占地也相对较大,在满足生产纲领的前提下,采用节拍式生产方式更符合当前工程机械行业的实际情况。CED涂装工艺及设备设计人员只有在弄清和熟知CED涂装原理,电解、电泳、电沉积(凝聚)、电渗等在涂装过程中的物理化学作用和下列相关技术(参数),才能灵活应用相关技术和打好精益设计的基础(基本功)。
1)电泳涂装的工艺参数(电泳条件):槽液温度、电泳电压、电泳时间、槽液特性(pH、电导率)及它们的相互关系;
2)槽液组成:固体分、灰分、MEQ值、库仑效率;
3)极距、电场强度、电泳的临界电压、工作电压、破坏电压;
4)电泳涂装时的电流、膜厚和湿漆膜电阻的变化及相互关系(见图2);
5)泳透力及影响泳透力的关键因素;
6)产生电泳漆膜弊病的原因及防治;如颗粒、缩孔、、再溶解、涂膜偏厚或偏薄、异常附着等,泳透力差、二次流痕、斑迹、外观不良、带电入槽阶梯、涂膜剥落等10多种电泳涂装独有弊病的病因及防治措施;
7)通电方式:带电入槽和入槽后通电(即工件全浸没后通电);带电出槽,不分段和分段电压供电;它们适用于何种工况;
8)电泳后清洗的功能及目的,如何防止再溶解,如何降低耗水量和减少污水排放量。低VOC含量和加热减量的CED涂料尚处于开发阶段,应促进其推广应用。如果涂装工艺/设备设计人员欠缺上述技术知识,除能翻版设计外,就谈不上灵活应用相关技术,做不到按工况和被涂物性状进行精益设计或有所,涂装电泳设备哪家好,势必造成一定的生产隐患。
阴极电泳的特点
电泳涂装明显优于其它涂装工艺。它与其他涂装方法相比较,具有下述特点:
1)阴极电泳漆具有优异的抗腐蚀性能。
2)阴极电泳底漆涂层均匀、平整、光滑,具有出色的附着力、耐冲击性能、耐腐、防锈性,已经能很好地满足底漆所要求的各项机械性能,及与中涂、面漆的配套性。
3)电泳漆是水溶性涂料,以水为溶解介质,其含量低而具有突出的环保优势。
4)电泳涂装,涂料损失小,涂料的利用率可达90%~95%。
5)用于大量流水线的生产工艺,施工可实现自动化连续生产,大大提高劳动效率。
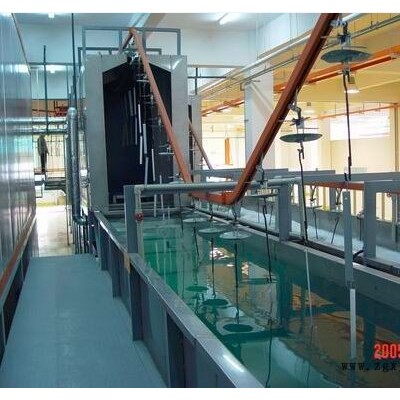
驾驶室涂装生产线设备
主要由前处理设备、电泳设备、底漆烘干设备、面漆喷漆烘干设备、输送系统和电控系统等组成,在平面布置上分为前处理电泳区、打磨中转区、面漆喷涂区三部分。
设计过程中有生产厂商反映打磨中转场地偏紧的问题,主要原因是该公司产品主要由热轧板及型材组成,工件表面缺陷较多。另外,涂装生产线一般要求同时考虑机罩等其他薄板件的涂装生产。
输送系统是涂装生产线的,目前前处理电泳段的工件输送以自行葫芦输送机为主,步进式节拍生产,也有采用悬挂输送机连续生产;电泳烘干室的输送一般采用地面方式,根据平面布置情况可以选用立式地面链、环形地面链、滑橇等方式。
面漆涂装线一般悬挂输送机输送,也可采用地面输送方式。我国自20年前引进该电泳设备及技术以来,经过20多年的发展,我国在建筑铝型材工业的分布已发展到每省及自治区都有生产线,电泳铝料得到大量的应用。前处理和电泳采用连续式生产线船形槽方式,槽体容积较节拍式生产生产线明显增大,使得涂料投槽量和运行成本增大,投资和占地也相对较大,在满足生产纲领的前提下,采用节拍式生产方式更符合当前工程机械行业的实际情况。
前处理及电泳设备槽体部分相对简单,主要在配套设备方面存在较大差别,不同的配置方式对生产效率、产品质量、运行成本等方面影响较大。在电泳涂装前采用磷化处理工艺可明显地、较大幅度地提高电泳涂膜的附着力和耐腐蚀性。目前工程机械驾驶室电泳涂装线上辅助设备基本完善,但在槽液管理、自动检测、设备维护等方面还需进一步加强,尤其是带锈工件前处理不对电泳底漆影响较大。
烘干设备应根据当地能源供应情况合理选择,目前主要以燃气、液化气、丙烷气等气体能源为主,应优先采用直接燃烧加热方式,提高能源利用率。
汾阳涂装电泳设备哪家好价格行情“本信息长期有效”由河南天之助涂装机械设备有限公司提供。烘房设计要有预热、加热和后热三段,应根据涂料的品种和工件的情况制订。河南天之助涂装机械设备有限公司是河南 郑州 ,喷涂设备的见证者,多年来,公司贯彻执行科学管理、创新发展、诚实守信的方针,满足客户需求。在天之助涂装领导携全体员工热情欢迎各界人士垂询洽谈,共创天之助涂装更加美好的未来。同时本公司还是从事郑州电泳设备,河南电泳设备,全自动电泳设备的厂家,欢迎来电咨询。





-河南电泳生产线")


")
")
")
-铝合金电镀哪里好-佛山铝合金电镀")

