



















- 供货总量 : 不限
- 价格说明 : 议定
- 包装说明 : 不限
- 物流说明 : 货运及物流
- 交货说明 : 按订单
电泳设备的清洗
再次用纯水冲洗一遍,放空后用纯水冲洗至取样测电导率K≤50μs/cm,其中,电泳槽极液循环系统注满纯水至少循环4小时之后,清洗水再输至UF槽及贮备槽,继续循环清洗4小时以上,测K≤50μs/cm。否则,重复清洗一遍,包括加料系统。
超滤系统按供应商提供的要求单独清洗。用后一次的清洗水配制槽液(至少占稀释水20%)制样板,板面缩孔等级合格即认可清洗完成。
电泳涂装对使用纯水的要求较高
电泳涂装对使用纯水的要求较高,而对纯水的检测项目只有一个:电导率(μm/cm)。配漆投槽需要纯水电导率达到10μm/cm以下,用来进行清洗水洗的水要求达到50μm/cm以下。
以上指标的纯水是需要经过制水设备来完成的,亦就是将原水制造成纯水所需要的设备。对于产量小,规模小的电泳涂装用户可选择购买工业纯水方式更为节省。
离子交换机适用于原水电导率不超过200μm/cm,大于200μm/cm的原水应选择反渗透纯水机制造纯水,原水电导率大于1000μm/cm应选择反渗透纯水机+前处理水质软化来完成纯水制作工序。
城市居民用水电导率可电话咨询本地自来水公司;地下水、井水、山水、河水的电导率较高,基本都需要反渗透纯水机来完成制水过程。
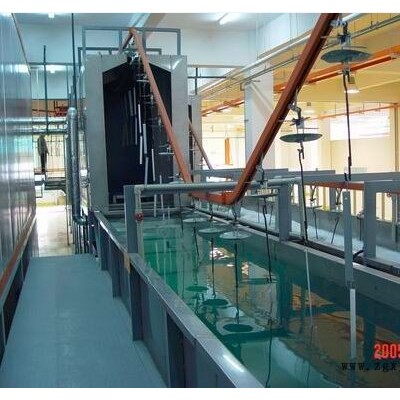
电泳设备涂装工艺流程
电泳设备涂装的工艺过程与其它涂装过程相似,包括金属底材前处理,电沉积漆膜,供干固化三个主要过程。其中,铝材电泳设备,金属涂装前处理包含有较多工序,如脱脂、除锈、中和、表面光饰、磷化及钝化等项,若加上工序间的冷水、热水或去离子水等冲洗环节,工序可达10-20道。在实际工作中还要根据被涂物材质和表面状态以及产品要求,选择适当的工艺流程。作为阴极电泳的阳极,热交换器装在槽液循环管路中,采用不锈钢制板式换热器。
脱脂这一过程也叫除油,主要目的是去除金属表面的油污,这一步是整个表面处理的基础.
除锈,如果零件表面有锈或氧化层时,就豁要采用酸洗的方法去除锈层。根据不同的锈蚀程度,采用不同浓度的硫酸、盐酸和磷酸等去掉金属表面的锈迹和氧化层。
中和,零件经过酸洗除锈后,其表面多少总会残留有酸洗液及一些反应产物,不可能在其后的水洗过程中完全去净。所以,在酸洗除锈工序后,还要在弱碱溶液中清洗,以中和残酸。
磷化的作用是在钢铁表面生成一层非金属的、不导电的多孔磷酸盐结晶薄膜,提高涂层的结合力和金属的抗蚀性。 去离子水洗 为了防止前处理的各种杂质离子由工件带入电泳楷,使榴液遭到破坏,必须使工件在进入电泳槽之前,用去离子水或蒸馏水洗净.
铝材电泳设备由河南天之助涂装机械设备有限公司提供。河南天之助涂装机械设备有限公司位于郑州市中原区须水小李庄工业区。在市场经济的浪潮中拼博和发展,目前天之助涂装在喷涂设备中享有良好的声誉。天之助涂装取得全网商盟认证,标志着我们的服务和管理水平达到了一个新的高度。天之助涂装全体员工愿与各界有识之士共同发展,共创美好未来。同时本公司还是从事郑州电泳设备,河南电泳设备,全自动电泳设备的厂家,欢迎来电咨询。电泳设备电压电泳涂装采用的是定电压法,电泳设备相对简单,易于控制。





-河南电泳生产线")


")
")
")
-铝合金电镀哪里好-佛山铝合金电镀")

