



















- 供货总量 : 不限
- 价格说明 : 议定
- 包装说明 : 不限
- 物流说明 : 货运及物流
- 交货说明 : 按订单
喷涂完成后的几个工序
烘干:使磷化膜失去结晶水从而造成磷化膜孔隙率的可能性降低,以 提高磷化层与涂膜的附着力,提高涂层的耐蚀性和耐水性。
要点:工件表面不得有水迹和未除尽的油渍;工件表面不得有锈迹; 烘干温度140~160℃;一般情况下烘干时间为10~12分钟。
人工转挂:人工将前处理线体上的工件转到固化线体上。
人工吹灰尘:利用高压空气去除烘干后工件表面的灰尘等杂质。工作前必须使用高压空气吹掉衣服上的灰尘;粉末涂料先加入到新粉桶,压缩空气通过新粉桶底部的流化板上的微孔使粉末预流化,再经过粉泵输送到旋转筛。观察钣金件表面是否覆盖有均匀、致密的磷化膜,是否有砂粒、灰尘 、未烘干的水渍等,有缺陷的用砂纸打磨后,用压缩空气吹净,有水 渍的钣金件要擦拭干净并用压缩空气吹干。
人工手动喷粉技术工艺参数:
静电电压:70-80KV,电压过高容易造成粉末反弹和边缘麻点;电压过低上粉率低
压缩空气压力:6-7KG/cm2??●静电高压60-90kV。
静电电流10~20μA。电流过高容易产生放电射穿粉末涂层;电流过低上粉率。低流速压力0.30-0.55MPa.流速压力越.高则粉末的沉积速度越快,有 利于快速获得预定厚度的涂层,但过高就会增末用量和喷的磨损速度。
不合格工件要定置区分明确
对合格与不合格的工件要定置明确区分,作好记录。以便以后解决。对责任区内的工作现场随时进行清理,以保证文明安全生产作业。工作结束后,对工件和工件场地进行清理和清扫。
喷涂工岗位按规定要求向供粉桶内加入牌号的粉末涂料。工作前检查并疏通各条供粉线路及喷,检查喷时,一定要注意喷电源是否与喷嘴接触良好,接地线是否良好。
合上电源开关,微型静电喷漆设备,开通喷粉室风机后,开启高压静电发生器,接通压缩空气。检查各部分仪表工作是否正常,将电压调整到工艺参数后(70-80KV)在打开喷供粉喷涂,工作进程中,根据工件的不同调整喷的出粉量以保证深层的质量。
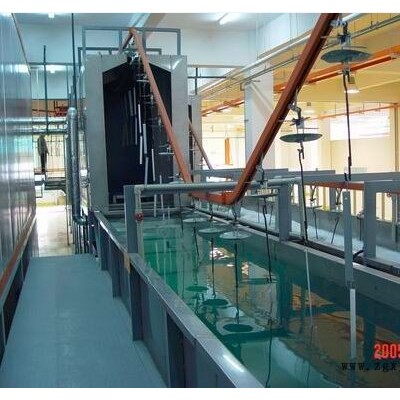
青岛微型静电喷漆设备「在线咨询」由河南天之助涂装机械设备有限公司提供。“喷漆生产线,电泳生产线,喷涂生产线,涂装生产线,喷漆室”选择河南天之助涂装机械设备有限公司,公司位于:郑州市中原区须水小李庄工业区,多年来,天之助涂装坚持为客户提供好的服务,联系人:王经理。欢迎广大新老客户来电,来函,亲临指导,洽谈业务。天之助涂装期待成为您的长期合作伙伴!喷涂设备的磷化反应与纯水直喷在磷化反应中,促进剂分解产生酸性腐蚀气体,易锈蚀磷化过程中的工作,因此禁止无故停车。同时本公司还是从事河南喷塑设备,郑州喷塑设备,静电喷塑设备的厂家,欢迎来电咨询。





-河南电泳生产线")


")
")
")
-铝合金电镀哪里好-佛山铝合金电镀")

