



















- 供货总量 : 不限
- 价格说明 : 议定
- 包装说明 : 不限
- 物流说明 : 货运及物流
- 交货说明 : 按订单
前处理人员的职责范围:
严格按照前处理的工艺要求,安全作业,确保上线喷涂工件的数量。合理摆放工件,不能有严重的碰撞及损坏,确保工件的完好。
如发现有工件变形和其它情况,进行相应的解决和及时上报。严禁赤手接触前处理后的工件(戴干净的手套)。前合理后合格的工件,必须在有效时间内(4-6小时)上线喷作加工。
下线人员(下活)对已喷涂的工件(检验合格后)经冷却后轻拿轻放,分类放到相应位置,并按照要求进行有效的保护和包装作为记录。积极配合品检工作,发现问题及时解决。
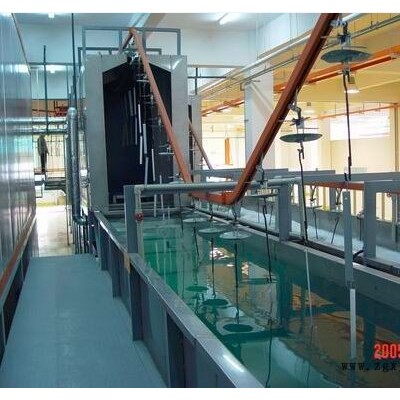
国外涂装生产线和国内的区别
国外的生产线节拍6~7米/分,喷漆生产线发展,而国内的生产线节拍1.2~2.5米/分。所以,喷漆生产线,促进剂点数也相应调低。水洗、烘干、磷化后水洗主要是去除吸附在多孔磷化膜内的磷酸盐、酸等物质,以提高涂层的附着力、耐蚀性和防止起泡。
对于薄膜型磷化,终水洗用去离子水,有利于去除磷化膜上的杂质离子。烘干水分,准备喷粉。前处理后的工件必须完全烘干水分并且充分冷却到35℃以下才能保证喷粉后工件的理化性能和外观质量。
喷粉的工艺
1.粉末涂料的保存应在阴凉,干燥条件密封储存,板材自动喷漆生产线,严格按批量顺序使用。
2.工件喷涂前应清除所有表面的油污、污染物,正确进行工件处理。
3.压缩空气应无油、无水和干燥,经常检查油水分离器的工作状况。压缩空气,要求清洁干燥、无油无水[含水量小于1.3g/m3、含油 量小于1.0×10-5%(质量分数)] 。
4.工件夹持件结构设计应合理,与接地传送部份保持良好的连接。工夹具应定期清洗,以保持良好的接地。
5.正确选用涂层所需的粉末涂料。
6.烘箱的温控系统性能要稳定,铝轮毂喷漆生产线,应能确保固化涂层所需之条件。
7.供粉器、回收系统和喷柜应无污染,无混用其它粉料,否则将影响后涂层的外观。
8.经常检查予处理,固化炉的性能,检查所用粉末的物理性能。
9.回收粉末必须过筛,并按规定比例新粉混合使用。
10.在粉末涂料喷涂现场附近应避免出现硅微尘或油漆微尘,以免影 响外观质量。
喷漆生产线发展-喷漆生产线-河南天之助由河南天之助涂装机械设备有限公司提供。磷化(皮膜15-30min)高温磷化(70~90℃),中温磷化(50~70℃)和常温磷化(20~30℃)。河南天之助涂装机械设备有限公司位于郑州市中原区须水小李庄工业区。在市场经济的浪潮中拼博和发展,目前天之助涂装在喷涂设备中享有良好的声誉。天之助涂装取得全网商盟认证,标志着我们的服务和管理水平达到了一个新的高度。天之助涂装全体员工愿与各界有识之士共同发展,共创美好未来。同时本公司还是从事郑州电泳设备,河南电泳设备,全自动电泳设备的厂家,欢迎来电咨询。





-河南电泳生产线")


")
")
")
-铝合金电镀哪里好-佛山铝合金电镀")

