



















- 供货总量 : 不限
- 价格说明 : 议定
- 包装说明 : 不限
- 物流说明 : 货运及物流
- 交货说明 : 按订单
要把握好电泳设备的电泳时间
从电泳设备通电开始到电沉积结束所用的时间称为通电时间。在通电过程中,漆膜逐渐增厚,漆膜电阻值也随之增加,一般情况下,约2-3分钟后,达到一定厚度,就几乎不再增加了。所以,只要时间足够,都能达到合适的厚度。延长通电时间,对膜厚的增加意义不大。从电沉积时电流与时间的关系曲线可以判断,电流下降越快,则说明泳透力越高。相反,时间过长.还会导致漆膜缺陷产生,外观变差。
如果被涂物面积很大且形状较复杂时,则可适当延长时间,这对提高泳透力是有一定帮助的。当电泳结束后,被涂物应尽快从槽中取出。否则,漆膜将发生再溶解而变薄。
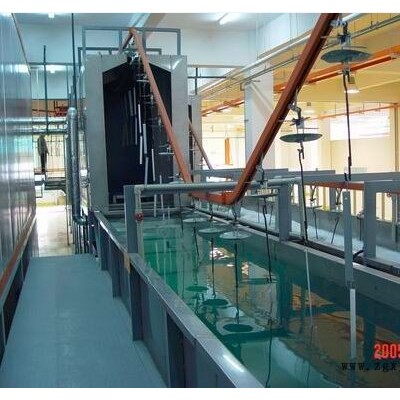
电泳设备主槽循环系统的维护
为了保证电泳主槽的循环畅通,必须注意平时的保养和维护:
1)必须保证低循环量:4倍槽液量/hr,循环量不够可能造成槽底沉积和工件表面沉积。
2)必须保证低表面流速:表面流速低可能造成工件表面沉积。
3)必须保证主副槽液位落差。
河南天之助涂装机械设备有限公司是一家从事涂装设备、节能环保型热能产品的研发、设计、生产和销售的高科技企业。公司拥有一批的热工人才,为响应低碳经济技术的世界经济发展趋势。
电泳设备涂装工艺流程
电泳设备涂装的工艺过程与其它涂装过程相似,包括金属底材前处理,电沉积漆膜,供干固化三个主要过程。其中,金属涂装前处理包含有较多工序,如脱脂、除锈、中和、表面光饰、磷化及钝化等项,若加上工序间的冷水、热水或去离子水等冲洗环节,工序可达10-20道。2、电泳设备工艺时间不够:a有的设计为了降低造价,通过减少工艺时间来达到目的。在实际工作中还要根据被涂物材质和表面状态以及产品要求,选择适当的工艺流程。
脱脂这一过程也叫除油,主要目的是去除金属表面的油污,这一步是整个表面处理的基础.
除锈,如果零件表面有锈或氧化层时,就豁要采用酸洗的方法去除锈层。根据不同的锈蚀程度,采用不同浓度的硫酸、盐酸和磷酸等去掉金属表面的锈迹和氧化层。
中和,零件经过酸洗除锈后,其表面多少总会残留有酸洗液及一些反应产物,不可能在其后的水洗过程中完全去净。所以,涂装电泳设备市场价,在酸洗除锈工序后,还要在弱碱溶液中清洗,以中和残酸。
磷化的作用是在钢铁表面生成一层非金属的、不导电的多孔磷酸盐结晶薄膜,提高涂层的结合力和金属的抗蚀性。 去离子水洗 为了防止前处理的各种杂质离子由工件带入电泳楷,使榴液遭到破坏,必须使工件在进入电泳槽之前,用去离子水或蒸馏水洗净.
东营涂装电泳设备市场价由河南天之助涂装机械设备有限公司提供。河南天之助涂装机械设备有限公司拥有很好的服务与产品,不断地受到新老用户及业内人士的肯定和信任。我们公司是商盟认证会员,点击页面的商盟客服图标,可以直接与我们客服人员对话,愿我们今后的合作愉快!同时本公司还是从事河南喷塑设备,郑州喷塑设备,静电喷塑设备的厂家,欢迎来电咨询。槽内装有过滤装置及温度调节装置,以保证漆液一定的温度和除去循环漆液中的杂质和气泡。





-河南电泳生产线")


")
")
")
-铝合金电镀哪里好-佛山铝合金电镀")

