



















- 供货总量 : 不限
- 价格说明 : 议定
- 包装说明 : 不限
- 物流说明 : 货运及物流
- 交货说明 : 按订单
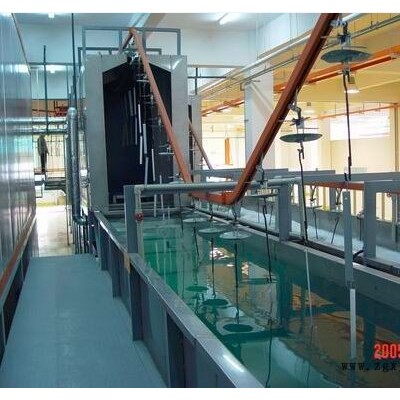
电泳涂装的操作流程及注意事项
涂装是表面制造工艺中的一个重要环节。防锈、防蚀,美观以及改变材料本身的使用缺点是涂装质量是产品质量的重要方面之一。那么在电泳涂装时候应该按照正确的工艺流程来操作。电泳涂装操作的流程的注意事项如下:
1、设备操作人员必须熟练掌握各种机械的构造、性能和操作、维护方法、做到专人使用、专人负责。
2、操作木工机械时,应穿戴好工作服,扎紧袖口,必须戴好工作帽,辫子放入帽内;不许戴手套、围巾等进行操作。
3、机械开始工作前必须先试车,各部件运转正常后方能开始工作。注意:若一两次点火不行;把燃烧机风机空开一会把炉膛内气体排放完毕才能第二次试机。
4、设备上的轴、链条、皮带轮、皮带及其他运转部分,都应设置防护罩和防护板。
5、机械运转中如有不正常情况或发生其他故障时,应立即切断电源,停车检修。
6、设备周边多为品,应严禁烟火。
7、调试维护设备时,必须切断总电源。
铝型材电泳涂装需纠正认识上的误区
从技术交流和期刊文章中得知,对CED涂装的认识尚存在误区,涂装电泳生产线安装要求,如:在连续式电泳涂装线可采用入槽后通电方式;极距可不严格控制;电泳后增加清洗次数能提高洗净度等。它们影响电泳涂装质量和运行成本,需纠正之。
在连续式电泳涂装线上难实现不带电入槽或入槽后通电的方式在电泳涂装时泳涂工件入槽通电方式分带电入槽和不带电入槽(即入槽工件全浸没在槽液中后通电)2种。上千万辆汽车,除部分大客车和改装车的车身外,都采用阴极电泳涂底漆工艺。不带电入槽方式仅适用于间歇式单工位电泳涂装场合,其优点是可避免产生带电入槽阶梯弊病,缺点是脉冲电流大,需设置软起动。
增多电泳后清洗次数有负作用:
1)工件通过电泳后清洗设备的时间越长(即输送链速度越慢)和清洗次数越多,湿电泳涂膜被再溶解程度越严重;
2)按清洗原理,工艺控制每洗1次,稀释10倍。电泳槽液的固体分(NV)19%,经0次和UF液1次喷洗,NV降到2%左右,再经2次UF液浸洗和出槽喷洗,NV就可降到0.2%左右;可是新鲜UF液的NV一般≤0.5%,因此再增加UF液清洗次数,就成为无效作业。自动添加系统,可保证补充每槽铝型材所消耗的电泳漆的量,保证电泳槽固体份在工艺范围之内,以确保膜厚的均一。纯水浸洗液工艺控制电导为50μS以下(新鲜纯水和RO再生水的电导为10μS以下);
3)增加清洗段,不仅增长后清洗设备的长度和增加投资,还不符合节能减排和降低成本的需求。精益设计的目的就是要消除无效作业和功能。对电泳涂膜外观要求较低的或底面合一场合,电泳后清洗次数可相应减少,结构简单无空腔/缝隙的工件可选用喷洗方式。
涂装电泳生产线安装要求由河南天之助涂装机械设备有限公司提供。河南天之助涂装机械设备有限公司在喷涂设备这一领域倾注了诸多的热忱和热情,天之助涂装一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌。4)采用ED-RO装置再生电泳后清洗的循环纯水浸洗液(清洗水),浓缩液送往UF液浸洗槽,滤液(电导约为5μS)替代新鲜纯水。相关业务欢迎垂询,联系人:王经理。同时本公司还是从事郑州电泳设备,河南电泳设备,全自动电泳设备的厂家,欢迎来电咨询。





-河南电泳生产线")


")
")
")
-铝合金电镀哪里好-佛山铝合金电镀")

