



















- 供货总量 : 不限
- 价格说明 : 议定
- 包装说明 : 不限
- 物流说明 : 货运及物流
- 交货说明 : 按订单
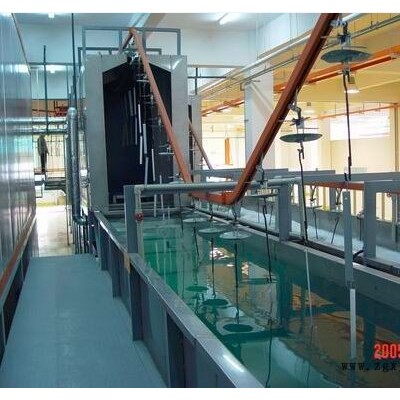
铝型材电泳工艺所需设备
⑴电泳槽。铝型材电泳槽多设计为长方形矩形槽,基内部大小取决于装挂吊的尺寸,槽体用4~6mm,钢板内衬用聚或环氧玻璃钢,全自动电泳生产线,需设置溢流槽。
⑵电源。直流要求0~250A任意可调,电流大小根据50A/㎡计算,约2000A/槽。电源的波纹因素一定要小于6%,其值愈大,电泳涂膜产生孔隙的几率愈大。
⑶电极。在阳极电泳时,铝型材作为阳极,阴极板采用不锈钢板或铝板,阴极面积为工件总面积的1倍。板隔膜采用聚纤维布。
⑷热交换系统。可保证槽液温度稳定。
⑸预配槽及自动添加系统。预配槽可完成电泳槽液的配制,以保证达到正常参数;自动添加系统,可保证补充每槽铝型材所消耗的电泳漆的量,保证电泳槽固体份在工艺范围之内,以确保膜厚的均一。
⑹离子交换处理(IR)系统。铝型材 阳极电泳时,阴极pH值会不断增加,采用离子交换树脂系统可去除槽液中的杂质,阴、阳离子使槽液pH值稳定,若再加上反渗透装置(RO)则可实现闭路系统。
电渗:电泳涂装过程中,漆膜沉积的初始阶段
粒子(或离子)电荷不一定全部被中和、放电。超滤装置一般由预过滤器、超滤膜组件、驱动泵和清洗贮液槽等主要构件组成。沉积所得的漆膜结构是疏松的,含水量相当高,离子能通过。因此,电渗的作用是:当继续通电时,阴极表面产生的阴离子通过漆膜向阳极方向移动,并在漆膜表面与涂料粒子中和形成新的沉积漆膜。同时,阴离子渗出时夹带着水分子移动,使漆膜内所含水分逐渐排到漆膜外,后形成含水率很低,电阻相当高的致密漆膜,这种漆膜就可直接进入烘箱中固化,形成终的电泳涂层。
电泳设备生产线工艺布局图的设计对电泳生产线使用的影响
我们都知道,电泳设备的工艺布局在很大程度上会影响电泳生产线的使用情况。防锈、防蚀,美观以及改变材料本身的使用缺点是涂装质量是产品质量的重要方面之一。电泳设备工艺布局包括与整套设备的配备、设备参数、线路布局以及作业环境等方面。好的工艺布局能够帮助企业顺利开展生产活动、增加企业的经济效益;相反,不好的布局则会阻碍生产的正常开展,对企业和整个市场的发展是极为不利的。现将电泳设备工艺布局常见的典型错误列举如下:
1、产量达不到设计纲领;a、有的设计不考虑电泳设备吊挂方式;b、不考虑吊挂间距;c、不考虑上下坡、水平转弯干涉;d、生产时间不考虑废品率、涂装设备利用率、产品高峰生产能力。以上的错误导致产量达不到设计纲领。
2、电泳设备工艺时间不够:a有的设计为了降低造价,通过减少工艺时间来达到目的。常见的如:涂装生产线前处理过渡段时间不够,造成串液;b固化时未考虑升温时间,造成固化不良;c喷漆流平时间不够,造成漆膜流平不够;固化后冷却不够,喷漆时工件过热。
3、输送设备设计不当:工件的输送方式有多种,设计不当,对生产能力、工艺操作、上下件都会产生不良后果。常规典型的汽车车身电泳后清洗设备选用3段一喷两浸的清洗方式,UF液喷、浸各1次,占用2段。常见的有悬挂链输送,其负载能力、牵引能力都需要计算和干涉绘图。链条的速度对设备的配套也要有相应的要求。涂装设备对链条的平稳性、同步性也有要求。
4、电泳设备选型不当:由于产品的要求不同,设备选型也有所不同,而各种涂装设备有其优点,也有其缺点。4)电泳涂装,涂料损失小,涂料的利用率可达90%~95%。而设计时不能向用户说明,制造后发现很不满意。例如,喷粉烘道用风幕隔热、洁净度要求的工件未安装净化设备等。这类错误是电泳设备工艺布局常见的错误。
全自动电泳生产线由河南天之助涂装机械设备有限公司提供。提高电泳后涂膜的外观质量,消除第二次流痕,终用纯水洗掉杂质离子,与脱脂、磷化后水洗的不同之处要防止湿电泳涂膜再溶解。全自动电泳生产线是河南天之助涂装机械设备有限公司今年新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:王经理。同时本公司还是从事郑州电泳设备,河南电泳设备,全自动电泳设备的厂家,欢迎来电咨询。





-河南电泳生产线")


")
")
")
-铝合金电镀哪里好-佛山铝合金电镀")

