



















- 供货总量 : 不限
- 价格说明 : 议定
- 包装说明 : 不限
- 物流说明 : 货运及物流
- 交货说明 : 按订单
喷粉—工艺要求:
新工件:电压60—90KV,送粉气压+配粉气压=0.4—0.6?MPa、物 距150—300mm;返工件:电压30—70KV,其它相同。
流化床压力调节范围一般在1.5-2.0bar,反吹压力调节范围一般在 4.0-4.5?bar,压差表压力范围应在3.2-4.2?送风管一级开口在炉体底部,向上每隔600mm有一级开口,共三级。bar,粉房温度15-25 ℃,高不超过35℃,相对湿度75-85%,喷涂设备近旁应避免气流 ,周围横向气流速度小于0.1米/秒,平均空气流速:0.3-0.5米/秒 。
喷涂设备的磷化反应与纯水直喷
在磷化反应中,促进剂分解产生酸性腐蚀气体,易锈蚀磷化过程中的工作,因此禁止无故停车。每班检查2次磷化膜耐蚀能力:在3%NaCl 溶液中浸泡5min后,2小时内不生锈。
适时适量的补充水,以降低槽内水洗液的浓度,补充水来自水洗4的溢流水每小时检查回流槽的PH值,要求PH控制在5~7.5之间。
新鲜纯水直喷:通过常温新鲜纯水进行喷淋,以达到全部去除工件表面粘附的磷化液的作用,同时达到全部置换工件表面离 子水,减轻金属离子的残留。且回流至水洗4液槽内,以降低自来水的消耗。纯水的电导率不大于15μS、喷淋压力为0.08~0.1MPa、单排喷淋。对出现的任何异常情况,及时进行处理和解决(作好记录)并通知有关人员。
粉的知识
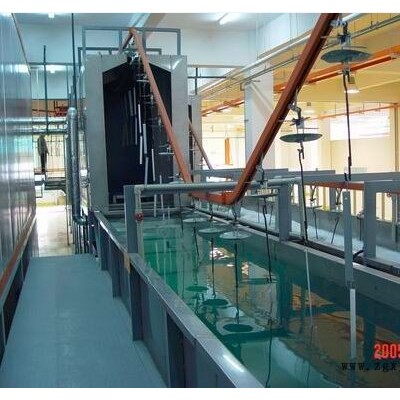
粉的制造:树脂、颜料,填料,固化剂、流平剂、光亮剂和特殊添加 助剂等加入混合器中,进行搅拌和混合,铝材自动喷涂设备图片,然后进行热熔、挤出,在一 定的温度和时间下,使配方组份达到初聚合以及充分润色,再通过冷 却压成薄片后进行粉碎,依粒度分布要求进行粉碎、分级、过筛和包 装。清理喷时一定要注意喷电源线是否与喷嘴接触良好,供粉线路是否与喷嘴疏通。
防止混粉:为了避免混色,各道工序中,清洁为重要,两种色泽或 其它任何杂物都不能相容。清洗工作相当费时,清洗时的停机工时, 一直是生产成本中的主要项目,停机清洗工时对于生产批量的大小都 是相等的,因此生产批量有一个少量的限制。
攀枝花铝材自动喷涂设备图片品质售后无忧「在线咨询」由河南天之助涂装机械设备有限公司提供。行路致远,砥砺前行。河南天之助涂装机械设备有限公司致力成为与您共赢、共生、共同前行的战略伙伴,更矢志成为喷涂设备具有竞争力的企业,与您一起飞跃,共同成功!同时本公司还是从事河南喷塑设备,郑州喷塑设备,静电喷塑设备的厂家,欢迎来电咨询。若采用传统的厚膜中高温磷化液,无疑膜层较厚,P比值低,结晶较粗,则阴极电泳涂装后,涂层的机械性能(附着力、抗冲击力,柔韧性等)、耐蚀性和装饰性都不如前述的高。





-河南电泳生产线")


")
")
")
-铝合金电镀哪里好-佛山铝合金电镀")

