



















- 供货总量 : 不限
- 价格说明 : 议定
- 包装说明 : 不限
- 物流说明 : 货运及物流
- 交货说明 : 按订单
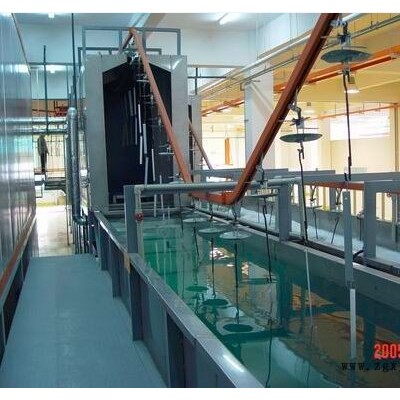
电泳涂装的操作流程及注意事项
涂装是表面制造工艺中的一个重要环节。防锈、防蚀,美观以及改变材料本身的使用缺点是涂装质量是产品质量的重要方面之一。那么在电泳涂装时候应该按照正确的工艺流程来操作。电泳涂装操作的流程的注意事项如下:
1、设备操作人员必须熟练掌握各种机械的构造、性能和操作、维护方法、做到专人使用、专人负责。
2、操作木工机械时,应穿戴好工作服,扎紧袖口,必须戴好工作帽,辫子放入帽内;不许戴手套、围巾等进行操作。
3、机械开始工作前必须先试车,各部件运转正常后方能开始工作。注意:若一两次点火不行;把燃烧机风机空开一会把炉膛内气体排放完毕才能第二次试机。
4、设备上的轴、链条、皮带轮、皮带及其他运转部分,都应设置防护罩和防护板。
5、机械运转中如有不正常情况或发生其他故障时,应立即切断电源,停车检修。
6、设备周边多为品,应严禁烟火。
7、调试维护设备时,必须切断总电源。
阴极电泳的特点
电泳涂装明显优于其它涂装工艺。它与其他涂装方法相比较,电泳设备操作规程,具有下述特点:
1)阴极电泳漆具有优异的抗腐蚀性能。
2)阴极电泳底漆涂层均匀、平整、光滑,具有出色的附着力、耐冲击性能、耐腐、防锈性,已经能很好地满足底漆所要求的各项机械性能,及与中涂、面漆的配套性。
3)电泳漆是水溶性涂料,以水为溶解介质,其含量低而具有突出的环保优势。
4)电泳涂装,涂料损失小,涂料的利用率可达90%~95%。
5)用于大量流水线的生产工艺,施工可实现自动化连续生产,大大提高劳动效率。
应重视极距和严控极距在其范围内
电泳涂装的极距与静电喷涂法的极距具有相同的含义,都有的极距范围。它们直接影响电场强度及其分布,电泳涂装的极距近了也产生涂膜偏厚和异常附着,极距大了,涂膜偏薄或泳涂不上。3)增加清洗段,不仅增长后清洗设备的长度和增加投资,还不符合节能减排和降低成本的需求。所以极距是电泳涂装工艺和设备设计的重要参数之一。电极与极罩都靠槽壁布置,在泳涂宽大的工件时按需在槽底或工件顶部设置电极;泳涂不同类型工件的极距范围电泳槽断面及典型间隙尺寸的E值确定。
可是工艺人员认识不到位,未强调控制极距的重要性,设备设计及制造供应商随工件输送方式及结构的变化,扩大工件与槽内壁间距。如汽车车身E值由500~550mm,扩大到850mm甚至950mm,并以此为“经验”,相互照搬设计。槽内装有过滤装置及温度调节装置,以保证漆液一定的温度和除去循环漆液中的杂质和气泡。极距加大许多,势必造成电泳工作电压,直流电源功率增大;电泳槽容积增大和槽液增多,泳涂的膜厚不均节能减排效果差,投资运行费用高的结局。
福州电泳设备操作规程厂家-天之助涂装由河南天之助涂装机械设备有限公司提供。河南天之助涂装机械设备有限公司是一家从事“喷漆生产线,电泳生产线,喷涂生产线,涂装生产线,喷漆室”的公司。自成立以来,我们坚持以“诚信为本,稳健经营”的方针,勇于参与市场的良性竞争,使“天之助”品牌拥有良好口碑。电渗:电泳涂装过程中,漆膜沉积的初始阶段粒子(或离子)电荷不一定全部被中和、放电。我们坚持“服务至上,用户至上”的原则,使天之助涂装在喷涂设备中赢得了客户的信任,树立了良好的企业形象。 特别说明:本信息的图片和资料仅供参考,欢迎联系我们索取准确的资料,谢谢!同时本公司还是从事河南喷塑设备,郑州喷塑设备,静电喷塑设备的厂家,欢迎来电咨询。





-河南电泳生产线")


")
")
")
-铝合金电镀哪里好-佛山铝合金电镀")

