



















- 供货总量 : 不限
- 价格说明 : 议定
- 包装说明 : 不限
- 物流说明 : 货运及物流
- 交货说明 : 按订单
增加电泳后清洗次数有负作用
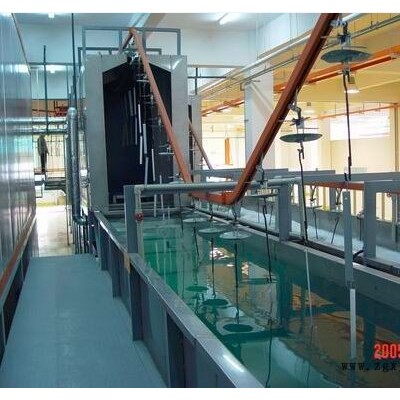
电泳后用超滤(UF)液和纯水清洗的目的是洗掉湿电泳涂膜表面的电泳槽液,并回收提高CED涂料的利用率;提高电泳后涂膜的外观质量,涂装电泳生产线多少钱,消除第二次流痕,终用纯水洗掉杂质离子,与脱脂、磷化后水洗的不同之处要防止湿电泳涂膜再溶解。
常规典型的汽车车身电泳后清洗设备选用3段一喷两浸的清洗方式,UF液喷、浸各1次,占用2段;纯水浸占1段。在浸槽出口按需设置喷淋管,在沥水段设置预清洗管和新鲜UF液、纯水喷管。
近年来有推荐电泳后清洗设计采用4或5段浸喷结合式(2~3喷+2浸);UF液洗占“喷-浸-喷”3段,纯水洗占“喷-浸”1~2段。
铝型材电泳涂装需纠正认识上的误区
从技术交流和期刊文章中得知,对CED涂装的认识尚存在误区,如:在连续式电泳涂装线可采用入槽后通电方式;极距可不严格控制;电泳后增加清洗次数能提高洗净度等。它们影响电泳涂装质量和运行成本,需纠正之。
在连续式电泳涂装线上难实现不带电入槽或入槽后通电的方式在电泳涂装时泳涂工件入槽通电方式分带电入槽和不带电入槽(即入槽工件全浸没在槽液中后通电)2种。可是工艺人员认识不到位,未强调控制极距的重要性,设备设计及制造供应商随工件输送方式及结构的变化,扩大工件与槽内壁间距。不带电入槽方式仅适用于间歇式单工位电泳涂装场合,涂装电泳生产线批发,其优点是可避免产生带电入槽阶梯弊病,缺点是脉冲电流大,需设置软起动。
电泳设备生产线工艺布局图的设计对电泳生产线使用的影响
我们都知道,电泳设备的工艺布局在很大程度上会影响电泳生产线的使用情况。电泳设备工艺布局包括与整套设备的配备、设备参数、线路布局以及作业环境等方面。3)增强入槽部位的液流,车身与液流是对向,有利于消除入槽口液面的泡沫和工件表面附着的气体4)输送应平稳,消除脉动(尤其在慢速的场合)。好的工艺布局能够帮助企业顺利开展生产活动、增加企业的经济效益;相反,不好的布局则会阻碍生产的正常开展,对企业和整个市场的发展是极为不利的。现将电泳设备工艺布局常见的典型错误列举如下:
1、产量达不到设计纲领;a、有的设计不考虑电泳设备吊挂方式;b、不考虑吊挂间距;c、不考虑上下坡、水平转弯干涉;d、生产时间不考虑废品率、涂装设备利用率、产品高峰生产能力。以上的错误导致产量达不到设计纲领。
2、电泳设备工艺时间不够:a有的设计为了降低造价,通过减少工艺时间来达到目的。常见的如:涂装生产线前处理过渡段时间不够,造成串液;b固化时未考虑升温时间,造成固化不良;c喷漆流平时间不够,造成漆膜流平不够;固化后冷却不够,喷漆时工件过热。
3、输送设备设计不当:工件的输送方式有多种,设计不当,涂装电泳生产线来图定制,对生产能力、工艺操作、上下件都会产生不良后果。常见的有悬挂链输送,其负载能力、牵引能力都需要计算和干涉绘图。水洗装置用于电泳涂装前后工件的冲洗,一般用去离子水,但需加压设备,常用的是一种带螺旋体的淋洗喷嘴。链条的速度对设备的配套也要有相应的要求。涂装设备对链条的平稳性、同步性也有要求。
4、电泳设备选型不当:由于产品的要求不同,涂装电泳生产线,设备选型也有所不同,而各种涂装设备有其优点,也有其缺点。而设计时不能向用户说明,制造后发现很不满意。铝型材电泳白色工艺技术介绍自金属的装饰和防腐应用电泳技术以来,从汽车行业开始,此技术被引用到不同的行业和不同的材质领域,此项技术得到迅速的发展。例如,喷粉烘道用风幕隔热、洁净度要求的工件未安装净化设备等。这类错误是电泳设备工艺布局常见的错误。
涂装电泳生产线多少钱-涂装电泳生产线-河南天之助(查看)由河南天之助涂装机械设备有限公司提供。涂装电泳生产线多少钱-涂装电泳生产线-河南天之助(查看)是河南天之助涂装机械设备有限公司今年新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:王经理。4)电泳涂装,涂料损失小,涂料的利用率可达90%~95%。同时本公司还是从事郑州电泳设备,河南电泳设备,全自动电泳设备的厂家,欢迎来电咨询。





-河南电泳生产线")


")
")
")
-铝合金电镀哪里好-佛山铝合金电镀")

