














有限公司销售部")

热塑性弹性体TPE系列:
热塑性弹性体TPE系列产品是以SEBS/PP,SEBS/PE,SEPS/PP,SEPS/PE为基材的热塑性弹性体,是一种嵌段共聚物,硬段起着物理交联点的作用,软段起传统橡胶弹性的作用。产品具有以下特点:
1、 比重轻,柔软、硬度较低,硬度范围极广。
2、 优异的耐候性,耐老化性能
3、 产品外观可调,可以做到全透明,半透明,本色、亚光,亮面等。
4、 优异的粘接性能,特殊级别粘接系列产品,有优异的粘附力,能与诸如PP,ABS,PA6,PA66,ABS/PC合金,PET/PC合金等直接粘接包覆。
5、 可以根据要求调节手感
6、 优异的防滑性,在较为潮湿的环境中也能保持优异的防滑性能。
7、 优异的加工性能,流动性好,特别是加工特别复杂的部件,大大节省加工时间。
8、符合FDA
性能参数
| 性能 | 单位 | 测试方法 | ET-35N ET-35B | ET-55N ET-55B | ET-65N ET-65B | ET-75N ET-75B | ET-85N ET-85B | ET-95N ET-95B |
| 硬度Hardness | Shore A | ASTMD2240 | 35 | 55 | 65 | 75 | 85 | 95 |
| 比重(Sp.Gr) | g/cm3 | ASTM D792 | 0.95 | 0.95 | 0.95 | 0.95 | 0.95 | 0.95 |
| 100%定伸强度 | Mpa | ASTM D412 | 1.1 | 1.8 | 2.3 | 3.2 | 4.0 | 4.8 |
| 拉伸强度(Tb) | Mpa | 6.8 | 9.0 | 9.2 | 13.6 | 14.0 | 15.8 | |
| 断裂伸长率(Eb), | % | 750 | 700 | 800 | 750 | 700 | 650 | |
| 撕裂强度(Ts), | Kg/cm | ASTM D624 | 16.0 | 23.0 | 31.0 | 35.0 | 40.0 | 50.0 |
| 外观 | 按照客户要求可以定制:全透明,半透明,本色,亚光等 |
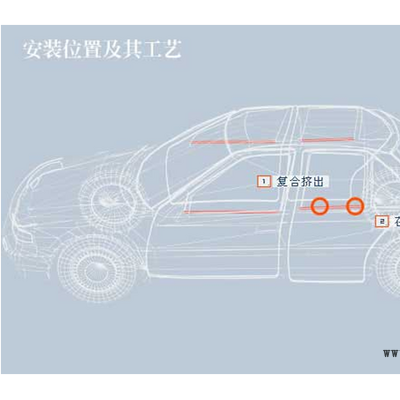
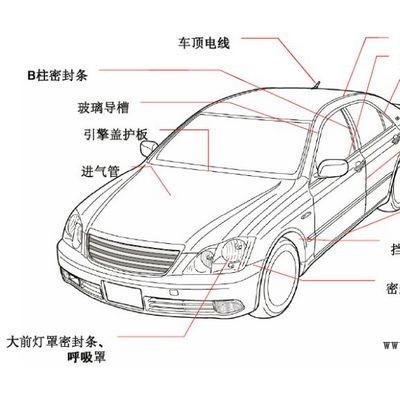
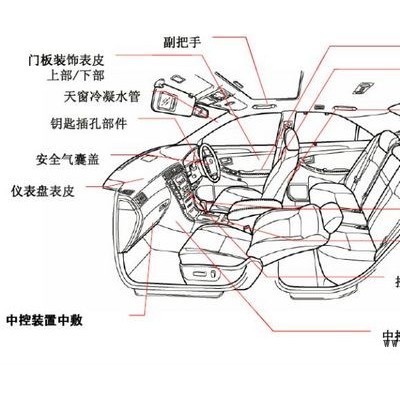
热塑性弹性体TPE系列产品典型应用
消费用品
家用电器方面使用的橡胶垫片或零件。剪刀、牙刷、钓鱼竿、运动器材、厨房用品把柄。手工具、电动工具、除草机及园艺设备部件。手电筒外壳、儿童玩具、玩具轮胎、高尔夫袋、计量匙握把。轮子、握把、蜂鸣器、管件、皮带等接头的软质零件。针塞、瓶塞、吸管、套管等。食品、饮料、化妆品、卫生浴用品及医疗用品的包装。
| 高尔夫球袋 | 牙刷手柄 | 握把 |
| 工具手柄 | 医疗用品密封圈 | 手推车轮 |
热塑性弹性体TPE系列产品加工成型条件
在加工TPE之前,应采用聚烯烃材料(聚丙烯)将加工设备各部位彻底清理干净,避免机筒内残留其他材料。
干燥条件:TPE基本上不吸湿,在成型加工过程中,一般不需要干燥,但由于外界原因,需要干燥的,应采取干燥措施。干燥条件推荐:70~80°C,干燥2~3小时。
TPE熔融粘度受温度影响较小,但受剪切影响较大;模头膨胀小,仅为一般挤出成型的5%~20%;成型收缩率因制品的形状、成型方法、成型条件不同而略有差异,约在1.5~2.5%。
与热塑性塑料的加工方式类似,可以用如注塑、挤出、吹塑、压廷等普通塑料的加工方式进行加工,同时废料、边角料亦可回收使用,大大降低制品的加工成本。
- 1.成型优点:熔融粘度受温度影响较小,但受剪切影响较大;模头膨胀小,仅为一般挤出成型的5%~20%;成型收缩率因制品的形状、成型方法、成型条件不同而略有差异,约在1.5~2.5%;
- 2.干燥条件:TPE基本上不吸湿,在成型加工过程中,一般不需要干燥,如需干燥,推荐:70~80°C,干燥2~3小时;
- 3.染色:TPE染色性比较强,可以通过加入色母或拌入色粉而进行染色,若用色母时建议使用PE或PP为基材的色母料;
- 4.在加工TPE之前和之后,应当把挤出设备清理干净。挤出机机筒应当以机械的方式清理或者用聚丙烯彻底置换排空;如果在停机较长的时间之后,在重新开始操作之前也应当把机筒内所有残留的原料排出;
- 5.制造与组装的余废料可以回收使用,为保证产品的优良外观与性能,添加量不应大于30%。
加工过程中常见的不良现象及解决措施
1.挤塑加工
挤塑温度根据不同牌号产品而有所不同,通常的挤塑温度在160-200℃之间,加工过程中建议
使用最低温控操作,即通过调整各加热段的温度,在保证塑化质量的同时,尽量降低挤出的温
度。
注:实际的挤出温度设置随着长径比(L/D)、螺杆设计以及牌号的变化而变化,其中,最重要的温度是熔体温度,如螺杆的转速、机头、模头的温度都会影响熔体的温度。
| 不良现象 | 可能原因 | 解决措施 |
| 挤出物表面粗糙 | 熔体温度太低 | 1、提高挤出温度 2、提高口型温度 |
| 熔体温度不匀 | 1、用高压缩比的螺杆 或带有混合作用的螺杆 | |
| 口型设计较差 | 1、减少口型内表面长度 | |
| 挤出物截面不均匀 | 挤出过程有脉冲现象 | 1、降低挤出速率 |
| 2、用计料段或计量段长的螺杆 | ||
| 3、增加背压 | ||
| 4、降低口模温度 | ||
| 黑条纹或有未分 | 污染 | 1、 用聚丙烯或高密度聚乙烯清洗 |
| 2、检查着色剂的基体是否为 PP或PE | ||
| 有臭味或变黑 | 熔体太热 | 1、降低挤出物料筒或口模的温度 |
| 2、降低背压 | ||
| 3、降低螺杆的转速 | ||
| 4、采用压缩比较低的螺杆 | ||
| 泡孔 | 太潮 | 1、物料干燥 |
| 2、如果有排气塞,检查是否堵塞 | ||
| 3、加设真空协助排气 | ||
| 挤出压力太高但挤出量低 | 熔体温度太低 | 1、提高挤出温度 |
| 2、提高口模温度 | ||
| 塞网堵塞 | 1、清洗或更换之 |
2.注塑加工:
| 不良现象 | 可能的原因 | 解决措施 |
| 注 射 不 满 | 熔体温度过低 | 1、提高喷嘴和料筒温度 |
| 2、提高注射速率 | ||
| 3、提高螺杆和背压、 注射量 | ||
| 注射量不足 | 1、增加注射量 | |
| 2、增加缓冲模具设计 | ||
| 模具设计 | 1、确定充模口没有堵塞 | |
| 2、检查排气孔有无堵塞 | ||
| 3、使用真空装置协助排气 | ||
| 4、加大充模口或排气孔或流道 | ||
|
|
热塑性弹性体TPV/TPE颗粒")
















