

















| 产地 | 深圳龙岗坪地 |
|---|---|
| 别名/化学名 | 树脂钻模具硅胶 |
| PH值 | 7 |
| 型号 | 平底钻模具硅胶 |
| 孔径 | 细孔硅胶 |
| 粒度 | 200 |
| 耐温 | 200 |
| 水份 | 0.1 |
| 外观 | 平底钻模具硅胶 |
| 脱色率 | 0 |
| 品牌 | 红叶 |
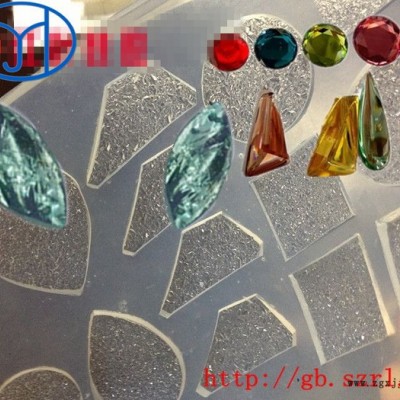
树脂钻模具胶说明书
树脂钻模具胶特性和用途:
树脂钻模具胶是双组分加成型液体硅橡胶,具有尺寸稳定性好、脱模性好的优点,耐热可达250°C以上,广泛应用于快速成型的宝石模具。
常用来制模以铸造环氧树脂、聚酯树脂、聚苯乙烯、乙烯基塑胶、石蜡、低熔点合金 混凝土等,也用于文物复制和美术工艺品的复制。
树脂钻模具胶产品特点:
模具硅胶交联过程中不放出低分子,故体积不变,收缩率小于0.1%;不受制品厚度限制,可深度固 化;拉伸、撕裂强度大;在200℃的高温下有抗返原性。
树脂钻模具胶要技术参数
型号 /项目 | HYMJ0235 | HYMJ0235 |
外观 | 透明液体 | 高透明液体 |
A、B组份比例 | 10:1 | 10:1 |
混合粘度CPS | 70000 | 70000 |
可操作时间(25℃) h | >2-3h | >2-3 h |
硫化条件(℃/min) | 100-120℃/30mins | 100-120℃/30mins |
密度/ g·cm-3 | 1.1 | 1.1 |
硬度(JIS A) | 35 | 35 |
断裂伸长率/% | ≥280 | ≥320 |
抗撕强度/ KN·m-1 | ≥15 | ≥18 |
抗拉强度/Mpa | ≥4.8 | ≥5.2 |
线收缩率/% | 0.1 | 0.1 |
树脂钻模具胶使用方法
1、混合:基胶与固化剂按重量比10:1混合,混合可以手动或使用设备。
2、脱气:混合后的胶在灌模前应进行脱气。少量使用时可在真空干燥器内进行,在真空下,胶料体积可增大4—5倍(发泡),因此,脱气的容器体积应比胶体积大4—5倍,几分钟后胶体积恢复正常,当表面没有气泡逸出时(约10分钟)即完成。
3、表面处理:胶料要接触的模具表面或灌封的材料表面可用液体石蜡等作为脱模剂。
4、硫化和脱模:混合脱气后的胶料置于120±5°C烘30分钟固化,60—70°C烘2—3小时固化,室温固化时间为24Hr,固化的温度和时间可根据工艺条件而定。
包装、储运及注意事项
1、本产品A胶用20KG/铁桶包装,固化剂用1KG/瓶包装,一个组合22KG
2、本产品为非危险品,应密封贮存,并放在阴凉的地方,防止雨淋、日光曝晒。
3、本产品贮存期为半年。贮存过程中若粘度增大,在剪切力作用下(搅拌)即可恢复其流动性。建议使用时先将胶料放在容器中搅拌,然后加入固化剂混合。超期复验合格后仍可使用。
4、在操作过程中应避免接触缩合型硅橡胶硫化剂。可能引起胶料不硫化的还有胺类、含硫、磷的化
备注:操作时注意和使用室温胶的容器分开使用,要用未使用过室温硅胶工具操作此硅胶,因为本品为铂催化剂,水、杂质、有机锡催化剂、酸、碱等其他含硫、磷、氮的有机物可影响胶的固化,使用时不能混入或接触这些物质,使用中应禁止与缩合型硅橡胶的有机锡化合物混合,否则,胶料不硫化.还应避免与含 与含硫、磷、氮的有机化合物、有机酸的金属盐等混合,也会造成本产品硫化不完全或不硫化。










