
















- 供货总量 : 不限
- 价格说明 : 议定
- 包装说明 : 不限
- 物流说明 : 货运及物流
- 交货说明 : 按订单
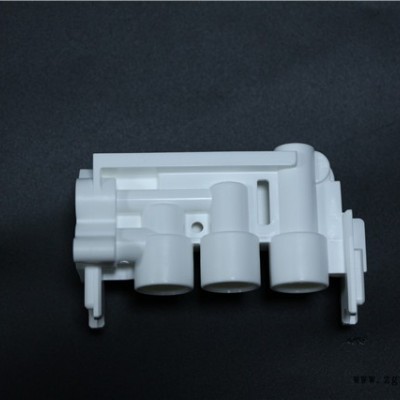
金华市宇邦模塑有限公司是一家注塑制品生产的企业,是集塑料制品开发、产品设计、模具制造、注塑生产等一体的实体性型生产企业。
注塑件与您分享动在注射成型过程中,浇口横断面应尽量小而不能太大。精密塑胶注塑加工厂在确定浇口规格时,应先取较小的尺寸,然后在试模期间,对模腔的加注状况进行调整,尤其是一模多腔的模具,可根据调节使各型腔同时对称添充。为避免应力造成的变形,通常采用较薄的浇口;为避免收缩,塑料件注塑,应采用较厚的浇口;补充量不够时,宜采用宽,且在铸型容许的范围内,浇口和流道段的长度应尽量短,以减少凹凸不平为好;对注塑件外形有影响的浇口应尽可能小:对于质星大、体形大、收缩大的制品,应尽可能采用大的浇口。
金华市宇邦模塑有限公司是一家注塑制品生产的企业,是集塑料制品开发、产品设计、模具制造、注塑生产等一体的实体性型生产企业。
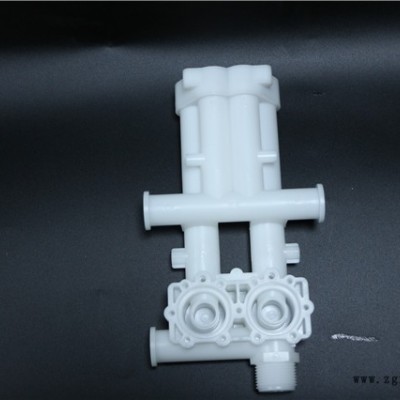
注塑件与您分享注塑加工模具制造公司的塑料颗粒在注塑过程中,很容易发生翘曲、变形,这些都会影响到注塑产品的质量,对于注塑操作来说是一个非常棘手的问题,那么如何解决,注塑件注塑加工,注塑加工厂与大家分享。
注塑产品的翘曲、变形问题应从模具设计层面进行处理,而改变成型标准的效果是非常有限的。翘曲、变形的原因和解决办法可参考以下几类。
1、如果变形是由成型标准引起的残余应力造成的,可通过降低注射压力、提高模具并使模具温度均匀、提高树脂温度或采用退火方法来消除应力。
2、如果是由于出模不良引起的应力变形,可以通过增加摆杆的数量或面积、设置脱模斜度等方法解决。
3、如果冷却方式不合适,使冷却不均匀或冷却时间不够,金华注塑件,可以调整冷却方式,注塑零件,增加冷却时间。例如,可将冷却回路设置在尽可能靠近变形区的位置。
4、对于成型收缩引起的变形,需要调整模具的配方。其中,主要是注意在注塑加工模具加工制造的厚度一致。有时,在不得已的情况下,只能通过测量产品的变形量来校准模具,并按相反的方向整修模具。
一般来说,结晶性树脂(如聚甲醛POM、尼龙PA、聚PP、聚乙烯PE和聚对苯二甲酸乙二醇酯PET)比非结晶性树脂(如聚酸甲酯PMMA、聚PVC、聚乙烯PS、ABS树脂和AS树脂)的变形更大。此外,由于玻璃纤维改善了拥有纤维各向异性的树脂,所以变形量也更大。
注射成型的过程是将塑料颗粒变成注射成型产品的过程。一般来说,注塑加工模具制造、塑料原料、设计、操作等方面的任何问题都会引起翘曲、变形等现象,所以在早期阶段预防到位是非常关键的。
金华市宇邦模塑有限公司是一家注塑制品生产的企业,是集塑料制品开发、产品设计、模具制造、注塑生产等一体的实体性型生产企业。
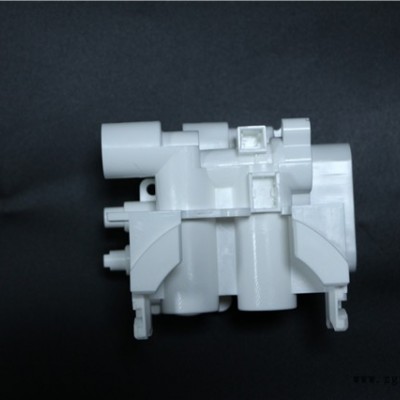
注塑件与您分享动浇口类型很多,应根据各种因素选择合理的形式,例如塑料成型的特性,注塑件加工的形状和尺寸要求,注塑件的生产批次,成型条件和铸件的结构。
①直接浇口适用于形成深腔壳零件和箱形注射零件,但不适用于形成扁平而薄的注射零件和易变形的注射零件。
②侧浇口不适用于薄而长的桶形注塑件加工的成型。
③扇形浇口适用于大尺寸的扁平形注塑件和浅壳形或盒形注塑件的成型。
④平缝浇口通常用于形成薄板或长条状骨架薄壁注塑件。
⑤潜栅实际上是点栅的一种变形,其应用与点栅相同。点浇口和潜浇口通常用于形成对外观有很高要求的壳体或箱体注塑件。不适合形成扁平,薄,易变形和复杂形状的注塑件;因为冷凝液在脱模过程中具有更大的弹性变形,所以不适合用于成型易碎材料,例如PS等。
⑥爪形浇口通常用于形成深壳,盒子和中间有孔的简单注塑件,特别是内孔小或同心度要求高的注塑件。护耳门主要用于高透明度平板状注塑件以及小变形注塑件的成型。主要用于压力敏感塑料的成型,例如PC,ABS,PMMA和硬PVC。
⑧环形浇口适用于形成长管状或薄壁长圆柱形注塑件。
注塑零件-宇邦模塑(在线咨询)-金华注塑件由金华市宇邦模塑有限公司提供。金华市宇邦模塑有限公司是从事“注塑模具,塑料件”的企业,公司秉承“诚信经营,用心服务”的理念,为您提供更好的产品和服务。欢迎来电咨询!联系人:赵。


")

")



")