
















- 供货总量 : 不限
- 价格说明 : 议定
- 包装说明 : 不限
- 物流说明 : 货运及物流
- 交货说明 : 按订单
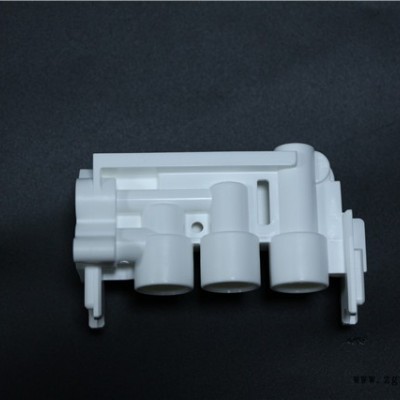
金华市宇邦模塑有限公司是一家注塑制品生产的企业,是集塑料制品开发、产品设计、模具制造、注塑生产等一体的实体性型生产企业。
注塑制品与您分享预塑动作挑选
塑料机一般有三种选择,即喷嘴是否离开模具。(1)固定加料:预塑前后喷嘴总是贴在模具上,注座不动。(2)前加料:喷嘴顶模进行预塑加料,精密注塑制品,预塑后,注座后退,喷嘴离模。选择这种方法的目的是:使用模具注射孔到喷嘴,以避免高背压时熔体从喷嘴流出。预成型后,可避免长期接触喷嘴和模具,影响其温度的稳定性。(3)后加料:注入后,注座后退,喷嘴离开模具,然后预塑,预塑后再注座。由于喷嘴与模具接触时间短,注塑制品定做,避免了热量的损失,也避免了熔体在喷嘴孔内的凝结,注塑制品,因此塑胶注塑加工工艺适用于加工成型温度特别窄的塑料。
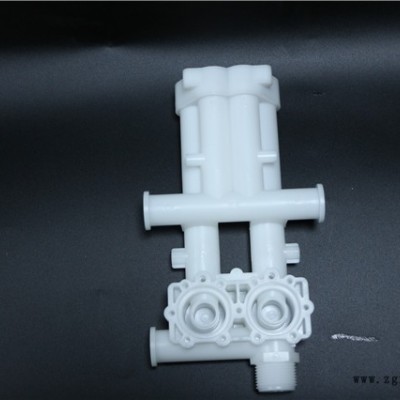
金华市宇邦模塑有限公司是一家注塑制品生产的企业,是集塑料制品开发、产品设计、模具制造、注塑生产等一体的实体性型生产企业。
注塑制品与您分享动在塑胶注塑加工模具进行注塑加工时,小浇口可提升熔料的流速,提升熔料磨擦进而熔料的温度上升,其结果是让熔料黏度减少,利于充模。但由于小浇口的阻力大且使注入压力损失较大,注塑制品定制,又不利于熔料充模,尤是远侧注塑件的细薄构造。因为小浇口的干固较快,又不利于塑胶制品的保压补缩,注塑件所形成的缩痕大,但注塑件所形成的内应力较小;同时可以减少注塑成型的周期,便于浇口冷凝料的清除掉。有些制品浇口不宜太小,如一些厚壁产品,在注入过程中定要进行2次以上补压才能符合塑胶制品的需求,浇口太小会导致浇口处太早干固,使补料艰难而引起产品缺点。
浇口的方式和截面大小能够影响到注塑件的变形,不同外形的注塑件应选择不同的浇口形和截面尺寸,塑胶注塑加工厂家会使用各种浇口方式和截面尺寸在注盟件注入时,所形成的内应力也是不同的,而注塑件的内应力也是产生注盟件变形的重要因素之一。
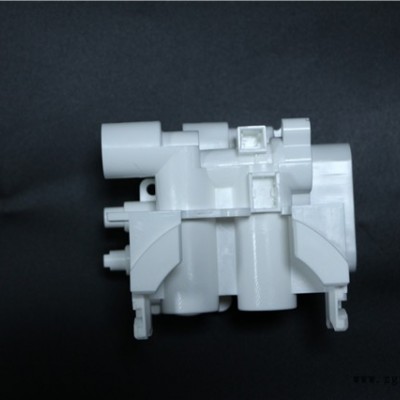
金华市宇邦模塑有限公司是一家注塑制品生产的企业,是集塑料制品开发、产品设计、模具制造、注塑生产等一体的实体性型生产企业。
注塑制品与您分享进料调整不当,缺料或过多。
进料计量不当或进料控制系统操作异常,塑机或模具或操作条件造成的注塑周期异常,料胚背压小或料筒内颗粒密度小都会造成缺料。对于较大的颗粒、空隙率较大的颗粒、结晶度大于转化率的塑料,如聚乙烯、聚、尼龙等,及其粘性塑料,如ABS等,当物料温度较大时,需要进行调整,以调整物料的用量。
当料筒末端储存的物料过多时,螺杆在注塑过程中会将花费多的注塑压力减少并推动料筒内储存的多余物料,从而大大降低了塑料进入模腔的有效注塑压力,使货物无法填充。
注塑制品-宇邦模塑注塑加工-注塑制品定制由金华市宇邦模塑有限公司提供。金华市宇邦模塑有限公司为客户提供“注塑模具,塑料件”等业务,公司拥有“宇邦”等品牌,专注于塑料包装制品等行业。,在浙江省金华市婺城区南二环西路3188号B6幢的名声不错。欢迎来电垂询,联系人:赵。


")

")



")