
















- 供货总量 : 不限
- 价格说明 : 议定
- 包装说明 : 不限
- 物流说明 : 货运及物流
- 交货说明 : 按订单
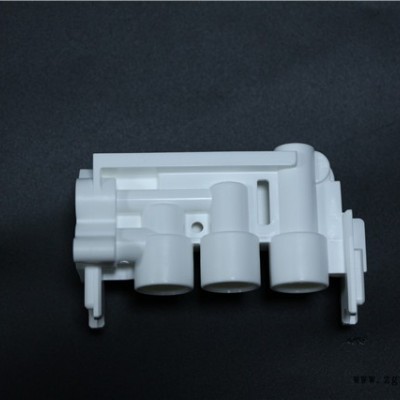
金华市宇邦模塑有限公司是一家注塑制品生产的企业,是集塑料制品开发、产品设计、模具制造、注塑生产等一体的实体性型生产企业。
注塑件与您分享当塑胶注塑加工定做脱模时,注塑件,塑料注塑件有足够的刚度,不会产生收缩和变形。随着冷却过程的继续,温度继续降低,型腔内的塑料收缩,pet注塑件,压力降低,当脱模时,型腔内的压力下降到低点,但不一定等于外部大气压力。型腔内的压力与外部大气压力之差成为残余压力,残余压力的大小与注塑件保压阶段的长度有关。当残余压力完全相同时,就很难出模,注塑件容易被刮伤或折断。当残余压力为负值时,注塑件表面有缺陷或内部有真空气泡,因此,只有当残余压力接近零时,才能更方便出模,得到满意的注塑件。
塑件的冷却速度应适度。如果冷却速度过快,或与模芯和塑料溶液接触的零件温度不同,就会造成冷却不均匀,收缩不一致,从而导致塑胶注塑加工工艺的热应力和翘曲。
金华市宇邦模塑有限公司是一家注塑制品生产的企业,是集塑料制品开发、产品设计、模具制造、注塑生产等一体的实体性型生产企业。
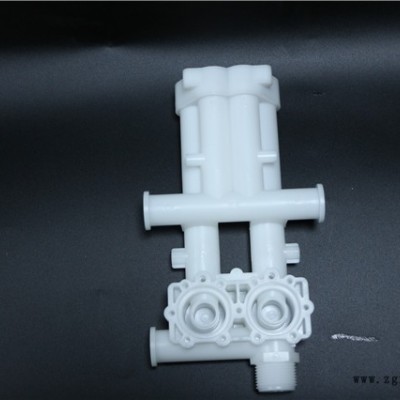
注塑件与您分享动注塑件加工成品出模变形
可能出现的原因:
1.冷却时间太短,注塑件注塑加工,终产品没有充分冷却;
2.开模速度过快,在强力拉力作用下变形;
3.进胶口设计不合理;
4.模具温度过高或过低。
解决方法:
1.延长冷却时间;
2.减慢开模速度;
3.修改模具的胶点;
4.调整模具温度。
金华市宇邦模塑有限公司是一家注塑制品生产的企业,是集塑料制品开发、产品设计、模具制造、注塑生产等一体的实体性型生产企业。
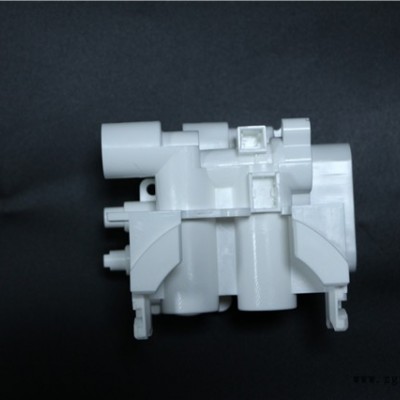
注塑件与您分享注塑加工温度有着直接影响:
1,喷嘴温度:喷嘴温度也不能过低,否则将会造成熔料的早凝而将喷嘴堵塞,或者由于早凝料注入模腔而影响制品的性能。
2,模具温度:模具温度对制品的内在性能和表观质量影响很大,模具温度的高低决定于塑料结晶性的有无,制品的尺寸与结构,性能要求,空调注塑件,以及其它工艺条件。
3,料筒温度:注射模塑过程需要控制的温度有料筒温度,喷嘴温度和模具温度等,前两种温度主要影响塑料的塑化和流动,而后一种温度主要是影响塑料的流动和冷却。
pet注塑件-注塑件-宇邦模塑咨询合作由金华市宇邦模塑有限公司提供。pet注塑件-注塑件-宇邦模塑咨询合作是金华市宇邦模塑有限公司今年新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:赵。


")

")



")