


















- 供货总量 : 不限
- 价格说明 : 议定
- 包装说明 : 不限
- 物流说明 : 货运及物流
- 交货说明 : 按订单
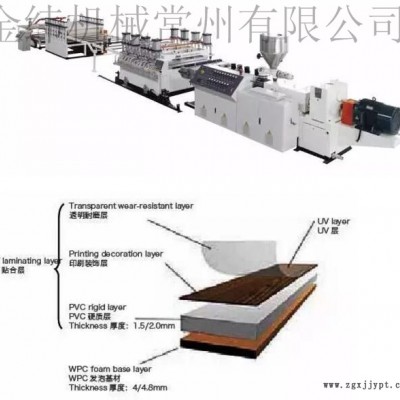
企业视频展播,请点击播放视频作者:金纬机械常州有限公司对于双螺杆挤出机一般是强制加料,饥饿式挤出,很少会出现下料口不下料的现象,蚌埠PVC线槽挤出生产线,出现不下料的原因主要有:生产所用的物料颗粒较大,对于下料口的尺寸来说容易出现下料堵塞;下料口处的机筒温度过高,下料口物料出现粘连现象;挤出机设备的螺杆结构设计不合理,螺距太小。比较后,为了能够解决此现象,PVC线槽挤出生产线出售,小编建议从以下几点进行解决问题:塑料挤出机的生产线生产时的挤出成型工艺顺序如下:首先我们需要根据工艺配方把LLDPE树脂和一些助剂(阻燃剂等)进行计量并进行预混合;之后再将各种原料和助剂计量后加入到高速混合机中(温度控制在90℃);比较后将物料加入到挤出机进行造粒生产,然后再次使用挤出机进行挤塑成型管材工作。其中原料预混合时,我们为了提高阻燃剂和树脂的混合质量和阻燃性能,PVC线槽挤出生产线厂家,在阻燃剂中加入一些偶联剂和分散剂,加入量为阻燃剂的1.5%左右。塑料棒材是一种结构比较简单的单型塑料制品,现在常用挤出机设备进行挤出成型生产的,这是称为棒主要是因为这种制品时一种截面为圆形、方形、矩形、菱形或三角形的实心体。因为塑料挤出机挤出成型的塑料棒材生产所用的树脂多种多样,所以不同的原料对挤出机设备要求也有所不同,一般我们采用的挤出机为通用型单螺杆挤出机,螺杆的结构要根据挤塑原料不同而配置。其中挤出生产PA10PA66和POM这三种树脂时,我们会选用的塑料挤出机螺杆为等距突变型螺杆,压缩比在3~4之间;如果挤塑ABS、PC和PPO和PSU料时,这时选用等距渐变型螺杆结构,压缩比控制在3~3.5之间。 蚌埠PVC线槽挤出生产线-金纬机械常州由金纬机械常州有限公司提供。金纬机械常州有限公司是江苏 常州 ,其它的见证者,多年来,公司贯彻执行科学管理、创新发展、诚实守信的方针,满足客户需求。在金纬机械常州领导携全体员工热情欢迎各界人士垂询洽谈,共创金纬机械常州更加美好的未来。
")

")






")









