




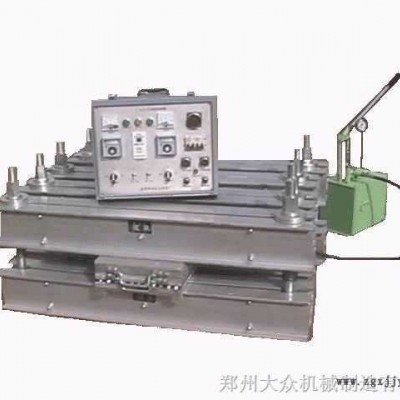















胶头修补机在运行过程中,由于跑偏或输送机本身质量问题,使胶带两边损坏,影响正常使用,修补机,可在停机后较短时间内不拆除托辊的情况下,对边缘损坏处作有效的硫化修补。
1.硫化温度:145℃ 2.硫化压力:0.5Mpa
3.加热板尺寸:700×350mm 4.额定功率:3.6KW
(1)对需要修补的损坏处进行填生胶处理(参见胶头修补机工艺中填胶部份,或由本厂服务人员在设备调试时作示范)。
(2)将下底板,水压板、下加热板按结构示意图搁置在胶带损坏处下面。
(3)在被修部位上面放置上加热板、隔热板、上底板和下底板等对齐。
(4)等距离装上锁壳,旋紧调接螺栓。
(5)用一次导线连接电源与电控箱,用二次导线分别连接上加热板与电控箱,下加热板与电控箱。注意分别与电控箱标牌对应。
(6)用高压软管连接水泵与水压板,开启电控箱,并对水压板中注水至硫化压力。



















