
















| 厂家(产地) | 德国巴斯夫 |
|---|---|
| 牌号 | A3U |
| 加工级别 | 注塑级 |
| 特性级别 | 阻燃级,增强级 |
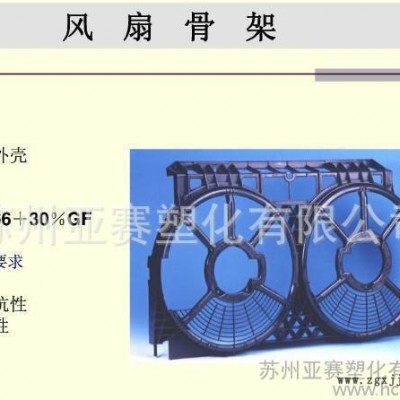
| 用途级别 | 汽车部件 |
| 销售方式 | 品牌经销 |
| 类型 | 标准料 |


物理性质 | 典型值 | 测试方法 |
密度 | 1.080kg/m3
| ISO 1183 |
模塑收缩率(平行) | 2.0% | ISO 294-4, 2577 |
热性质 | 典型值 | 测试方法
|
简支梁缺口冲击强度, +23°C | 80 / 110 kJ/m² | ISO 179/1eA |
吸水性 | 6.7% | 类似ISO 62 |
熔融温度, 10°C/min | 262°C | ISO 11357-1/-3 |
德国巴斯夫™ Ultramid® A3U是聚酰胺66/尼龙66树脂(PA66)产品。
Ultramid® A3U 特性:耐高温,无卤,阻燃,耐磨。
Ultramid® A3U 应用包括:例如齿轮、滚子、滑轮、辊轴、泵体。
典型特征德国巴斯夫™ Ultramid® A3U | PA66 A3U | |
产品说明 | 聚酰胺66树脂(PA66)产品 |
特性 | 无卤素,阻燃性,耐高温,耐磨 |
外观 | 自然色 |
形式 | 颗粒 |
加工方法 | 注射成型 |
部件标识代码 (ISO 11469) | >PA66< |
树脂ID (ISO 1043) | PA66 A3U |
加工信息
PA66(聚酰胺66/尼龙66) 的加工条件
干燥处理 | 如果加工前材料是密封的,那么**没有必要干燥。然而,如果储存容器被打开,那么建议在85℃的热空气中干燥处理。如果湿度大于0.2%,还需要进行105℃,12小时的真空干燥。 |
熔化温度 | 260~290℃。对玻璃添加剂的产品为275~280℃。熔化温度应避免高于300℃。 模具温度:建议80℃。模具温度将影响结晶度,而结晶度将影响产品的物理特性。对于薄壁塑件,如果使用低于40℃的模具温度,则塑件的结晶度将随着时间而变化,为了保持塑件的几何稳定性,需要进行退火处理。 |
注射压力 | 通常在750~1250bar,取决于材料和产品设计。 |
注射速度 | 高速(对于增强型材料应稍低一些)。 流道和浇口:由于PA66的凝固时间很短,因此浇口的位置非常重要。浇口孔径不要小于0.5t(这里t为塑件厚度)。如果使用热流道,浇口尺寸应比使用常规流道小一些,因为热流道能够帮助阻止材料过早凝固。如果用潜入式浇口,浇口的**小直径应当是0.75mm。 |
产品全景实拍图
用途说明
PA66(聚酰胺66/尼龙66)典型应用范围
广泛应用于机械、仪器仪表、汽车部件、电子电气、铁路、家电、通讯、纺机、体育休闲用品、油管、油箱及一些精密工程制品。
电子电器:连接器、卷线轴、计时器、护盖断路器、开关壳座
汽车: 散热风扇、门把、油箱盖、进气隔栅、水箱护盖、灯座
工业零件:椅座、自行车输框、溜冰鞋底座、纺织梭、踏板、滑输
PA66(聚酰胺66/尼龙66 )包装与储运条件
涂膜编织袋包装净重25kg/袋。可用汽车、火车、轮船等运输。贮运过程应防火、防水、防晒、防尘、防污染等。贮存应放于干燥、通风良好的仓库中,防止阳光直接照射,不应露天存放,产品应分批隔距堆放。不应与化学品及易燃物同时贮存或装运。
公司介绍
企业证书
售后说明














